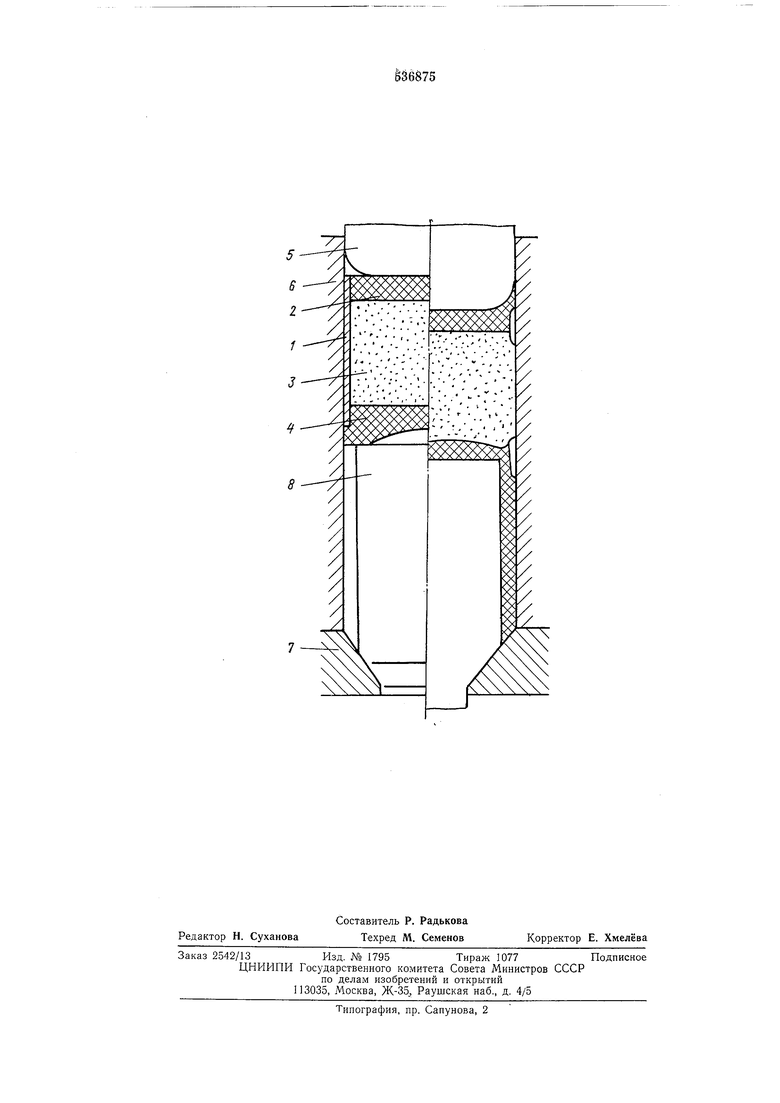
Си в устройство для гидропресованйй, содержащее пуансон 5, контейнер 6 и матрицу 7.
В процессе работы пуансон 5 при движений вниз давит на шайбу, при этом слой 2 дефор мируется и уплотняет зазор между пуансонам 5 и контейнером 6. Смазочный слой 4 под действием давления слоя 3 и теплового воздействия заготовки 8 заполняет зазоры между заготовкой 8, контейнером 6 и матрицей 7, создавая тем самым благоприятные условия для прессования, заключающиеся в наличии смазочной и теплоизолирующей прослойки.
Использование шайбы со слоями различного назначения позволяет снизить давление прессования, повысить стойкость инструмента и улучшить качество прессованных изделий.
Формула изобретения
1. Шайба для высокотемпературного гидропрессования изделий, выполненная в виде устанавливаемой в контейнер на торец заготовки в контакт с пуансоном оболочки с наполнителем, отличающаяся тем, что, с целью улучшения контактных условий трения при течении металла и уплотнения пуансона, наполнитель щайбы выполнен составным из трех поперечных слоев, при этом слой наполнителя, контактирующий с пуансоном, изготовлен из материала, способного повыщать предел текучести с увеличением гидростатичесКого давления, промежуточный слой изгО товлен из материала с постояннь1м в процессе прессоёания объемом и вязкостью 200- 700 пуаз, а слой шайбы, контактирующий с заготовкой, изготовлен из смазочного |Материала.
2.Шайба по п. 1, отличающаяся тем, что, с целью облегчения заполнения зазора между заготовкой и контейнером, слой наполнителя, контактирующий с заготовкой, выполнен в виде диска с обращенным к заготовке утолщением по его периферии.
3.Шайба по п. 1, отличающаяся тем, что слой наполнителя, контактирующий с пуансоном, изготовлен из материала, содержащего следующие компоненты, %:
Битум20
Шлаковата20
Асбестовая крошка40
Микротальк20
4.Шайба по п. 1, отличающаяся тем, что слой наполнителя, контактирующий с заготовкой, изготовлен из материала, содержащего следующие компоненты, %:
Битум30
Графит30
Легкоплавкий стеклопорошок40Источник информации, принятый во внимание при экспертизе:
1. Авт. св. № 211282, кл. В 21Z 5/04, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| Состав массы для изготовленияСМАзОчНыХ шАйб | 1979 |
|
SU814507A1 |
| Способ получения формообразующего инструмента для прессования | 1979 |
|
SU979005A1 |
| СМАЗОЧНАЯ ШАЙБА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ И СПОСОБ ПРЕССОВАНИЯ С ПРИМЕНЕНИЕМ ШАЙБЫ | 2015 |
|
RU2602927C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| Состав массы для изготовления смазочных шайб | 1981 |
|
SU986536A1 |
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПОЛОГО ПРОФИЛЯ | 2012 |
|
RU2509617C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |