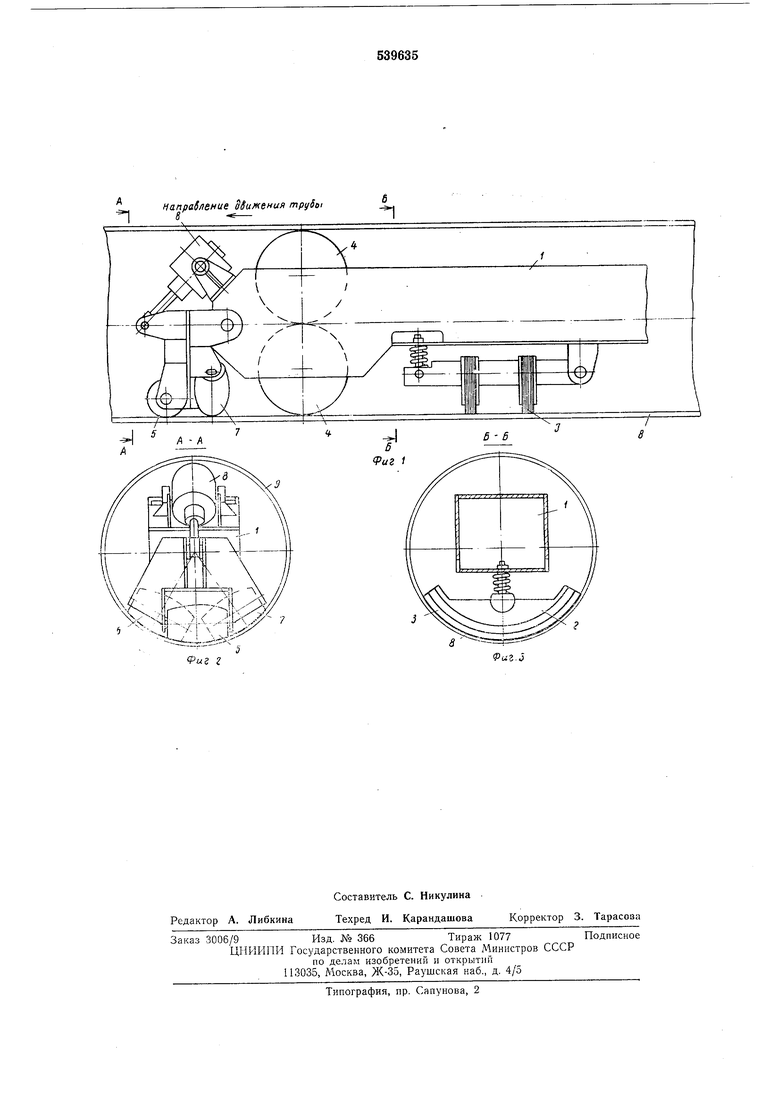
трубосварочного стана; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез но Б-Б на фиг. 1.
Внутренняя справка высокочастотного сварочного стана содержит штангу 1 с закрепленными на ней подпружиненными скребками 2 с резиновыми насадками 3 и опорными роликами 4. На штанге 1 оправки шарнирно закреплены ролики 5, 6, 7, выполненные из эластичной резины и установленные в двух сечениях с перекрытием зон контакта роликов с внутренней поверхностью трубной заготовки.
Ролик б установлен в одном сечении, а ролики 6, 7 в другом. Причем ролики 5, б, 7 установлены на штанге 1 с возможностью поджатия их к внутренней поверхности трубной заготовки лневмоцилиндром 8, закрепленным на штанге и шарнирно соединенным с роликами б, 6, 7.
Устройство работает следующим образом.
Трубная заготовка 9 после наложения швов в стане высокочастотной сварки проходит через внутреннюю оправку стана, где происходит удаление влаги, образовавшейся в результате охлаждения рабочих валков оправки в зоне наложения сварного шва. При прохождении трубной заготовки через внутреннюю оправку эта вода удаляется подпружиненными скребками 2 с резиновыми насадками 3, закрепленными на штанге 1 оправки. При этом подпружиненные скребки 2 удаляют основную массу воды и окалины. Затем трубная заготовка последовательно проходит через подпружиненные ролики 5, 6, 7, выполненные из эластичной резины и установленные в различных сечениях с перекрытием зон контакта роликов с трубной заготовкой.
За счет плотного герметичного прижатия роликов 6, 7 пневмоцилиндром 8 к поверхности трубной заготовки 9 влага вытесняется изпод этих роликов и сгоняется в область установки ролика б, а поверхность Т1рубной заготовки, прошедшая под этим роликом, осушается.
Предложенная внутренняя оправка трубосварочного стана по сравнению с известными
позволяет повысить качество сварки путем полного удаления влаги с внутренней поверхности трубных заготовок.
Формула изобретения
Внутренняя оправка трубосварочного стана, содержаш,ая штангу с закрепленными на ней подпружиненными скребками и опорными роликами, отличающаяся тем, что, с целью полного удаления влаги с внутренней
поверхности трубных заготовок для повышения качества сварки, оправка снабжена дополнительными изготовленными из эластичной резины роликами, шарнирно установленными на штанге с возможностью их поджатия к
нижней части внутренней поверхности Tipy6- ной заготовки и расположенными в разных поперечных сечениях с перекрытием зон контакта этих роликов с трубной заготовкой.
А Л
Напрабление Зйикения mpySoi
6 
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренняя оправка трубосварочногоСТАНА | 1979 |
|
SU804052A1 |
| Внутренняя оправка трубосварочного стана | 1982 |
|
SU1082512A1 |
| Внутренняя оправка трубосварочного стана | 1987 |
|
SU1489869A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Внутренняя оправка трубосварочного стана | 1981 |
|
SU1044376A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Внутренняя оправка трубосвароч-НОгО CTAHA | 1977 |
|
SU818698A1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |