1
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано в авиационной и смелсных отраслях промышленности.
Известен способ штамповки деталей из листовых заготовок в состоянии сверхпластичности путем пневмостатической формовки 1. Листовая заготовка герметично прижимается по фланцу крышкой к матрице и нагревается до температуры, соответствующей состоянию сверхпластичпости для штампуемого сплава. Затем под крышку подается под давлением сжатый газ, который формует заготовку до полного ее прилегания к матрице. Недостатком указанного способа является чрезмерное утонение стенки изделия в зонах максимальных окружных и меридиапальных деформаций, что ведет к неравнопрочности получаемого изделия.
Известен способ штамповки деталей из листовых заготовок в состоянии сверхпластичности 2 с использованием подвижных подпоров, которые опускаются вместе с формуемой заготовкой, тормозя ее утонение в отдельных зонах. Формовка заготовки осупхествляется при нагреве аналогично вышеуказанному способу (пневмостатически).
Недостатком данного способа является то, что подпоры работают при высокой температуре, соответствуюш;ей состоянию сверхпла(2
стичпости, нанример, для сплавов титана и сталей. Кроме того, для изделий сложной формы необходимы подвижные подпоры сложной конфигурации, что существенно увеличивает
стоимость оснастки.
Целью изобретения является упрощение штамповой оснастки для получения равнопрочных деталей.
Указанная цель достигается тем, что торможение утонения в зонах максимальных деформаций создается путем нанесения на заготовку неравномерного слоя сублимирующего (деструктирующего) покрытия, имеющего температуру сублимации (деструкции), близкую к нилсней границе состояния сверхпластичности штампуемого сплава.
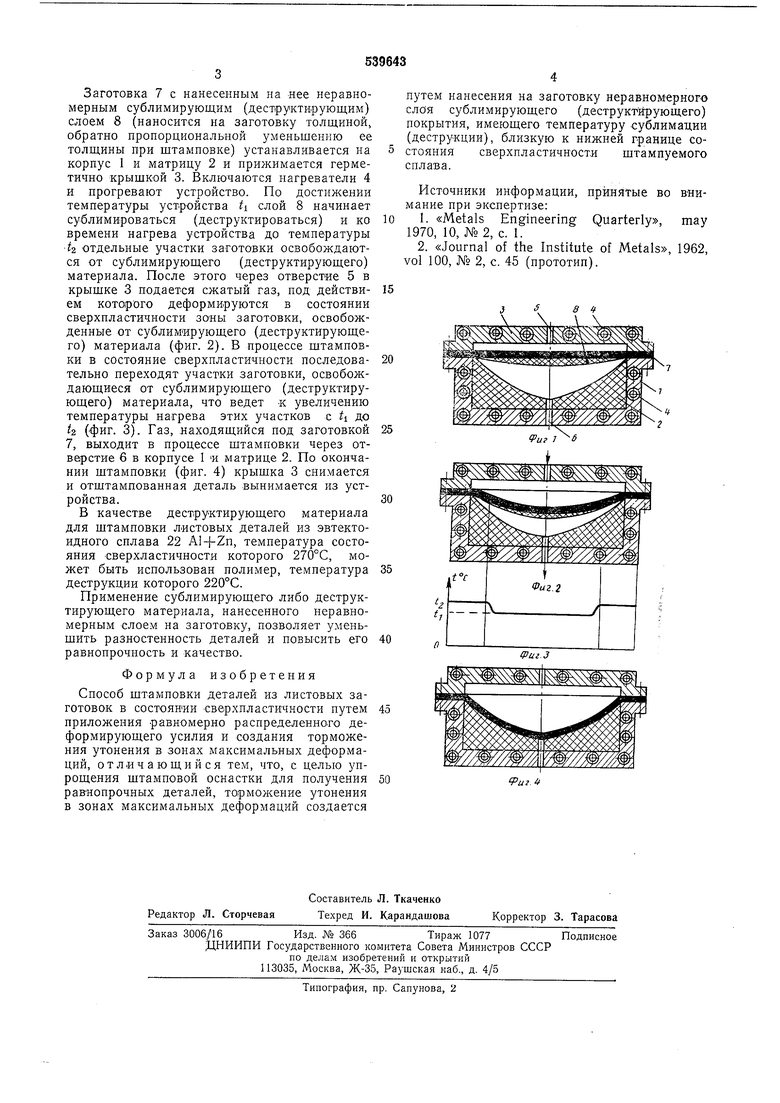
На фиг. 1 показана схема устройства для штамповки по предлагаемому способу перед началом процесса штамповки; на фиг. же, показана штампуемая заготовка в промежуточном состоянии; на фиг. 3 - кривая распределения температуры по заготовке, изображенной на фиг. 2; на фиг. 4 - устройство в момент окончания штамповки.
Устройство состоит из корпуса 1, матрицы 2 и крышки 3. В крышке 3 и корпусе 1 расположены нагреватели 4. В крышке 3 имеется отверстие 5 для подачи сжатого газа, а в корпусе 1 и матрице 2 -отверстие 6 для выхода
воздуха. Заготовка 7 с нанесенным на нее неравномерным сублимирующим (деструктирующим) слоем 8 (наносится на заготовку толщиной, обратно нропорциональной уменьшению ее толщины ири штамновке) устанавливается на корпус 1 и матрицу 2 и ирижимается герметично крышкой 3. Включаются нагреватели 4 и нрогревают устройство. По достижении температуры устройства ti слой 8 начинает сублимироваться (деструктироваться) и ко времени нагрева устройства до темнературы отдельные участки заготовки освобождаются от сублимирующего (деструктирующего) материала. После этого через отверстие 5 в крышке 3 подается сжатый газ, нод действием которого деформируются в состоянии сверхпластичности зоны заготовки, освобожденные от сублимирующего (деструктирующего) материала (фиг. 2). В процессе штамповки в состояние сверхпластичности последовательно переходят участки заготовки, освобождающиеся от сублимирующего (деструктирующего) материала, что ведет -к увеличению температуры нагрева этих участков с ti до 2 (фиг. 3). Газ, находящийся под заготовкой 7, выходит в процессе штамповки через отверстие 6 в корпусе 1 И матрице 2. По окончании штамповки (фиг. 4) крышка 3 снимается и отштампованная деталь вынимается из устройства. В качестве деструктирующего материала для штамповки листовых деталей из эвтектоидного сплава 22 Al+Zn, температура состояния Сверхластичности которого 270°С, может быть использован полимер, температура деструкции которого 220°С. Применение сублимирующего либо деструктирующего материала, нанесенного неравномерным слоем на заготовку, позволяет уменьшить разностенность деталей и повысить его равнопрочность и качество. Формула изобретения Способ штамповки деталей из листовых заготовок в состоянии Сверхпластичности путем приложения равномерно распределенного деформирующего усилия и создания торможения утонения в зонах максимальных деформаций, отличающийся тем, что, с целью упрощения щтамповой оснастки для получения равнопрочных деталей, торможение утонения в зонах максимальных деформаций создается утем нанесения на заготовку неравномерног-о лоя сублимирующего (деструктирующего) окрытия, имеющего температуру сублимадии деструкции), близкую к нижней границе сотояния сверхпластичност.и щтампуемого плава. Источники информации, прйнягые во вниание при экспертизе: 1.«Metals Engineering Quarterly, may 970, 10, №2, с. 1. 2.«Journal of the Institute of Metals, 1962, ol 100, № 2, c. 45 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ | 2017 |
|
RU2693222C2 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2433010C2 |
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1982 |
|
SU1031577A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2020014C1 |
| Способ реверсивной формовки в состоянии сверхпластичности | 1985 |
|
SU1297969A1 |
| Способ штамповки деталей | 1978 |
|
SU697226A1 |
| Устройство для пневмоформовки | 1978 |
|
SU721179A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 2005 |
|
RU2306996C2 |
| Способ получения заготовок для формовки полых изделий из сверхпластичных сплавов | 1975 |
|
SU564050A1 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
