(54) ПРОКАТНЫЙ ВАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженный составной прокатный валок | 1978 |
|
SU663456A1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Способ сборки предварительно напряженного составного прокатного валка | 1985 |
|
SU1266586A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Способ подготовки к эксплуатации составного прокатного валка | 1983 |
|
SU1219185A1 |
| Способ сборки предварительно напряженного прокатного валка нереверсивной клети | 1981 |
|
SU997869A1 |
| Составной прокатный валок | 1973 |
|
SU482218A1 |
| Подшипник жидкостного трения прокатного валка | 1977 |
|
SU677784A1 |
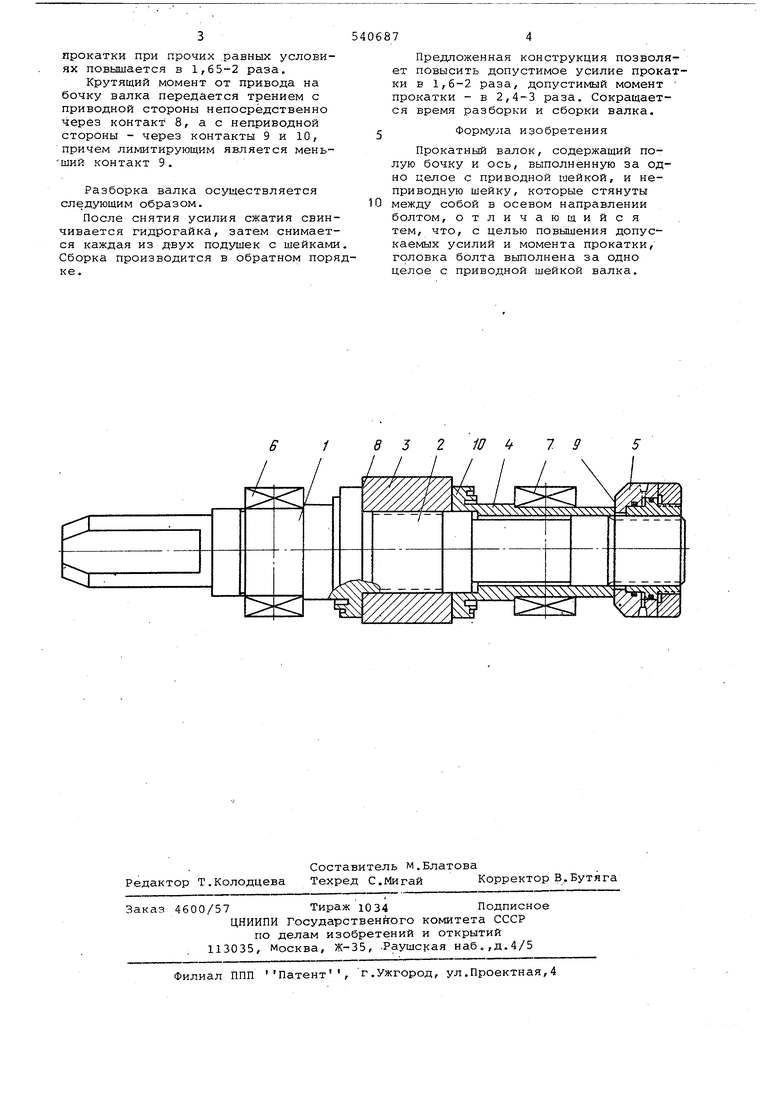
Изобретение относится к области обработки металлов давлением, в час ности к прокатному производству. Известен прокатный валок, содержаший полую сменную бочку и ось, выполненную за одно целое Q приводной шейкой, и неприводную шейку, стянутые между собой в осевом напрайлениИ крепежными деталями, в качестве которых используются стяжной болт, пропущенный через отверстие в бочке и шейках, и гайка. Однако в известной конструкции наибольшее сжатие бочки и шеек, от которого зависят допустимое валком усилие прокатки, ограничивается про ностью стяжного :болта, диаметр которого определяется отверстием в приводной шейке, ослабленной элемен тами передачи момента прокатки. Практически во многих случаях наибольшее возможное усилие стяжног болта оказывается недостаточным для создания предварительного напряжения систе№л и-передачи трением . момента прокатки. Цель изобретения - повышение допускаемых усилий и момента прокатки -Это достигается тем, что привоДная шейка выполнена за одно целое с головкой болта. На чертеже изображен предложенный валок, разрез по оси. Прокатный валок состоит из при- водной шейки 1, выполненной за одно целое со стяжным болтом, хвостовик 2 которого является одновременно его головкой, бочки 3 валка, неприводной шейки 4, крепежньлх деталей, например гидрогайки 5. Шейки имеют подшипники б и 7, установленные в подушках клети(на чертеже не показаны). Хвостовик 2 приводной шейки 1 пропущен через бочку 3 валка и неприводную шейку 4 и с помощью крепежных деталей стягивает шейку и бочку. В связи с тем, что приводная шейка выполнена за одно целое с головкой болта (хвостовиком), являющимся одновременно элементом стяжного болта, диаметр хвостовика определяется диаметром неприводной шейки, не ослабленной элементом, передающим момент.от привода, и поэтому может быть увеличен в 1,3-1,4 раза. При этом допускаемое усилие сжатия валка и, следовательно, усилие
прокатки при прочих .равных условиях повышается в 1,65-2 раза.
Крутящий момент от привода на бочку валка передается трением с приводной стороны непосредственно через контакт 8, а с неприводной стороны - через контакты 9 и 10, причем лимитирующим является меньший контакт 9.
Разборка валка осуществляется следующим образом.
После снятия усилия сжатия свинчивается гидрогайка, затем снимается каждая из двух подушек с щейками Сборка производится в обратном поряке.
Предложенная конструкция позволяет повысить допустимое усилие прокатки в 1,6-2 раза, допустимый момент прокатки - в 2,4-3 раза. Сокращается время разборки и сборки валка.
5 Формула изобретения
Прокатный валок, содержащий полую бочку и ось, выполненную за одно целое с приводной шейкой, и неприводную щейку, которые стянуты 0 между собой в осевом направлении болтом, отличающийся тем, что, с целью повышения допускаемых усилий и момента прокатки, головка болта выполнена за одно целое с приводной шейкой валка. в 3 2 10 1. 9
