1
Изобретение относится к производству оребренных фасонных профилей и других изделий, имеющих соединение типа «поверхность-ребро, методом высокочастотной сварки с контактным подводом тока.
Известны кондукторы для высокочастотной сварки фасонных профилей, конструкция которых обеспечивает установку одного токоподвода на линию сварки (линию, по которой происходит приварка «ребра к «поверхности), а другого - на кромку ребра, т. е. обеспечивает протекание тока высокой частоты по тем участкам свариваемых элементов, которые необходимо разогреть для образования сварного соединения 1.
Известен также кондуктор для сварки фасонных профилей, имеющих соединение типа «поверхность-ребро, содержащий неподвижные токоподводы и щарпирно связанные с ними посредством осей подвижные токоподводы со сменными контактными элементами 2.
Однако в этом кондукторе оси подвижных токоподводов параллельны друг другу и не обеспечивается надежный электрический контакт между сменными контактными элементами и поверхностью изделия. В результате онструкпия кондуктора обладает низкой надежностью, сменные контактные элементы быстро выходят из строя, а на поверхности «ребра остается след поджога от дуг, возникающих при кратковременных разрывах контакт ных поверхностей.
С целью создания надежного электрического контакта между сменными контактными элементами и поверхностью изделия для повышения срока службы кондуктора в описываемом кондукторе оси подвинсных токоподводов расположены под углом друг к другу равным углу между сваренными деталями.
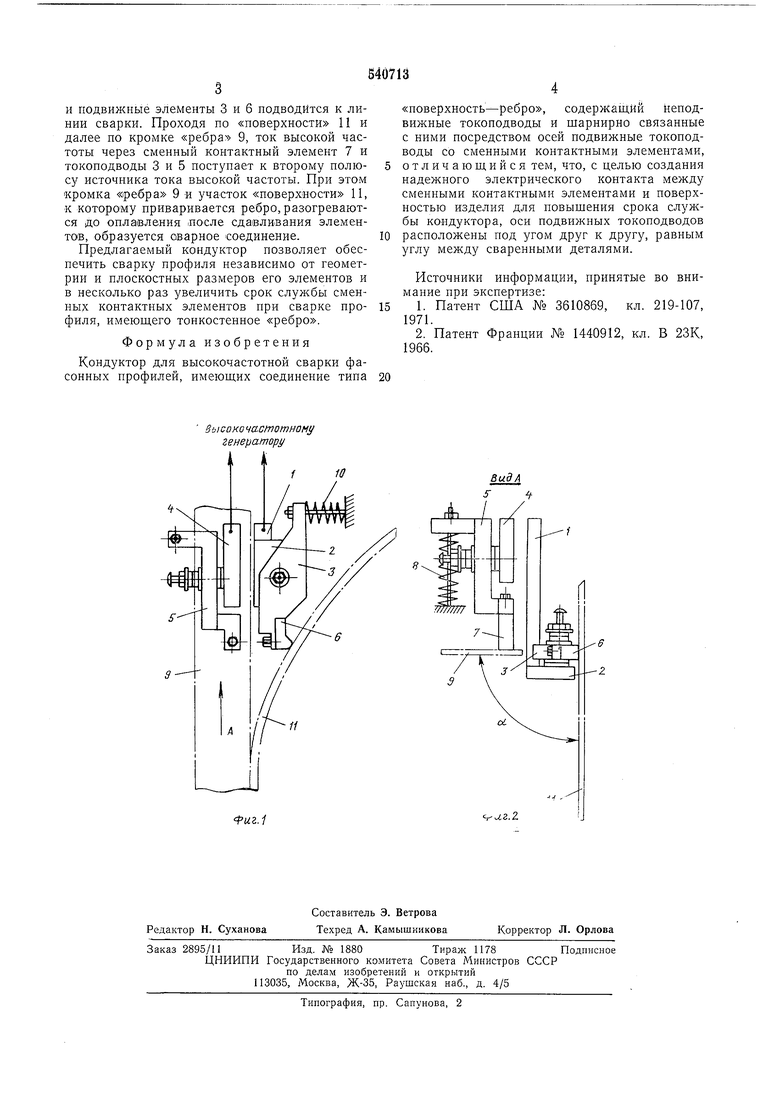
На фиг. 1 показан кондуктор, общий впд; на фиг. 2 - вид по стрелке А на фиг. 1.
Кондуктор содержит неподвижный токоподвод 1, к которому жестко прикреплена пластина 2. Последняя шарнирно соединена с подвижным токоподводом 3. Неподвижный токоподвод 4 шарнирно соединен с подвижным токоподводом 5. Токоподводы 3 и 5 расположены таким образом, что оси их поворота образуют между собой угол а, равный углу
сваренными поверхностями профиля. Величина угла а может находиться в пределах 90- 180°.
К токоподводам 3 и 5 крепятся сменные контактные элементы 6 и 7. Пружинный механизм 8 обеспечивает поджим сменного контактного элемента 7 к свариваемому элементу 9 («ребро), а пружинный механизм 10- к элементу 11 («поверхность). Ток высокой частоты от одного полюса источника через неподвижпые элементы 1 и 2
и подвижные элементы 3 и 6 подводится к линии сварки. Проходя по «поверхности 11 и далее по кромке «ребра 9, ток высокой частоты через сменный контактный элемент 7 и токоподводы 3 и 5 поступает к второму полюсу источника тока высокой частоты. При этом кромка «ребра 9 и участок «поверхности И, к которому приваривается ребро, разогреваются до онлаеления лосле сдавливания элементов, образуется сварное соединение.
Предлагаемый кондуктор позволяет обеспечить сварку профиля независимо от геометрии и плоскостных размеров его элементов и в несколько раз увеличить срок службы сменных контактных элементов при сварке профиля, имеющего тонкостенное «ребро.
Формула изобретения
Кондуктор для высокочастотной сварки фасонных профилей, имеющих соединение типа
«поверхность-ребро, содержащий неподвижные токоподводы и щарнирно связанные с ними посредством осей подвижные токоподводы со сменными контактными элементами, отличающийся тем, что, с целью создания надежного электрического контакта между сменными контактными элементами и поверхностью изделия для повышения срока кондуктора, оси подвижных токоподводов расположены под угом друг к другу, равным углу между сваренными деталями.
Источники информации, принятые во внимание при экспертизе:
1. Патент США № 3610869, кл. 219-107, 1971.
2. Патент Франции № 1440912, кл. В 23К, 1966.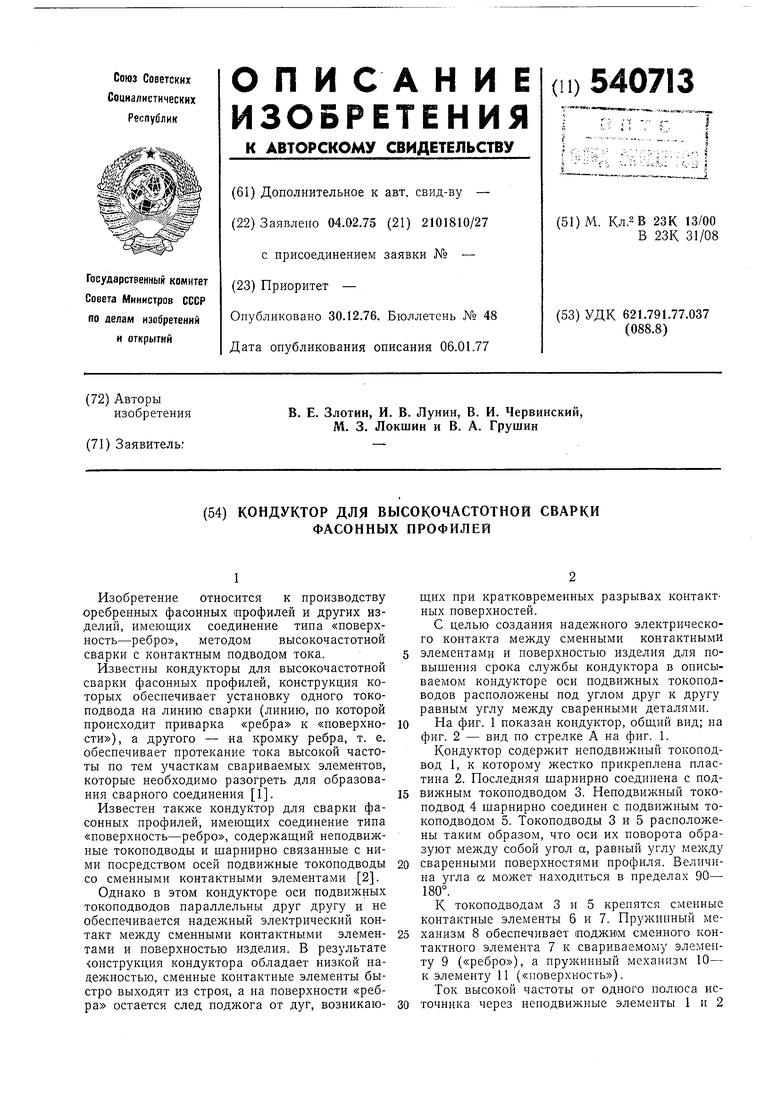
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для высокочастотной сварки | 1976 |
|
SU617208A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU975283A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| Устройство для высокочастотной сварки | 1974 |
|
SU503675A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU946855A1 |
| Способ высокочастотной сварки и устройства для его осуществления | 1980 |
|
SU1024195A1 |
| Способ высокочастотной сварки и устройства для его осуществления | 1980 |
|
SU899299A1 |
| Кондуктор для высокочастотной сварки | 1981 |
|
SU948580A1 |
| Устройство для высокочастотной сварки | 1976 |
|
SU694323A1 |
| ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU271673A1 |
Высокочастотному генератору
