Р1зобретение относится к технологическому оборудованию для изготовления трансформаторов и дросселей, в частности витых ленточных магнитолроводов, и может быть использовано в электротехнической промышленности.
Известна поточно-механизированная линия для изготовления витых ленточных магнитопроводов, содержащая устройства для навивки ленты на круглую онравку, для унлотнения витков, механизм резки, узел сборки, устройство для формовки и иечь для термообработки 1.
Недостатком известной поточной линии является невозможность обеспечения равномерной толщины покрытия ленты нри неременной скорости ее движения.
Известна также поточно-механизированная линия для изготовления витых ленточных магнитонроводов, содержащая устройства для навивки ленты, для нанесения покрытия, механизм формовки, устройство для перепрессовки оправок, узел термообработки магнитопроводов, устройство для охлаждения и накопления магнитонроводов, механизм резки, транспортирующее устройство для передач оправок в зону запрессовки 2.
Данная поточно-механизированная линия является наиболее близким техническим рещением к изобретению.
Недостатком этой линии является невозможность получения равномерной толщины покрытия при переменной скорости движения ленты. Цель изобретения - повыщение качества
изготавливаемых магнитопроводов за счет нанесения равномерного по толщине покрытия, ио щирине и длине ленты.
Это достигается тем, что р предлагаемой линии устройство для нанесения покрытия
выполнено в виде трех роликов, расположенных на вертикальной нлите, два из которых установлены подпружиненно друг к другу с возможностью регулирования усилия поджатия и взаимодействуют между собой через
ленту, причем поверхность одного из роликов выиолнена ребристой, а третий ролик установлен на двуплечем рычаге и поджат к ребристой поверхности ролика. Кроме того, поверхности всех трех роликов облицованы эластичным материалом, а на выходе ленты на устройства для нанесения покрытия на вертикальной плите установлено разравннвающее устройство в виде подпружиненной пластины.
На фиг. 1 показана предлагаемая линия; на фиг. 2 - устройство нанесения покрытия; на фиг. 3 - накатный ролик.
Поточио-механизированная линия для изготовления витых ленточных магнитопроводов
содержит устройство для смотки ленты 1,
устройство для нанесения покрытия на ленту 2, механнзм формовки 3, пресс перепрессозки оправок 4, устройство для термообработки магнитопроводов 5, устройство для охлаждения и накопления магпитонроводов 6, механизм резки 7, пресс выпрессовки оправок 8, транспортирующее устройство для передачи выпрессованных оправок в зону перепрессовки 9, сушильную камеру 10, механизм снятия заусенцев 11 и контрольный стенд 12.
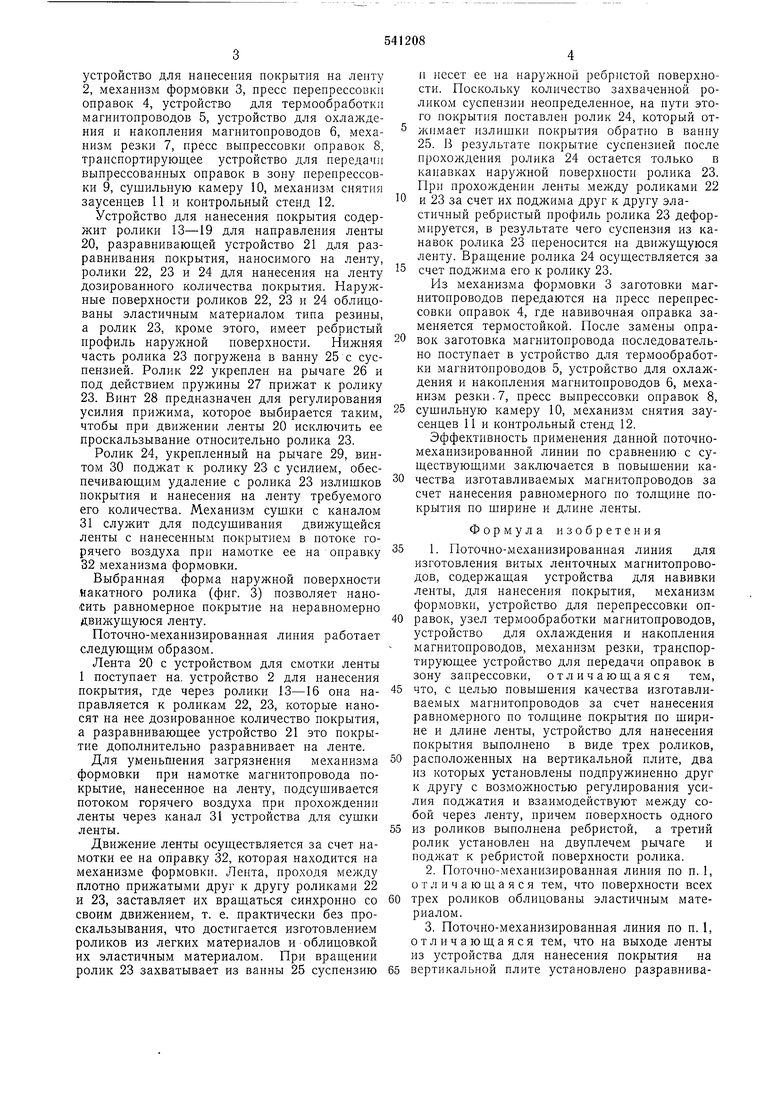
Устройство для нанесения покрытия содержит ролики 13-19 для направления ленты 20, разравнивающей устройство 21 для разравнивания покрытия, наносимого на ленту, ролики 22, 23 и 24 для нанесения на ленту дозированного количества покрытия. Наружные поверхности роликов 22, 23 и 24 облицованы эластичным материалом типа резины, а ролик 23, кроме этого, имеет ребристый профиль наружной поверхности. Нижняя часть ролика 23 погружена в ванну 25 с суспензией. Ролик 22 укреплен на рычаге 26 и под действием пружины 27 прижат к ролику 23. Винт 28 предназначен для регулирования усилия прижима, которое выбирается таким, чтобы при движении ленты 20 исключить ее проскальзывание относительно ролика 23.
Ролик 24, укрепленный на рычаге 29, винтом 30 поджат к ролику 23 с усилием, обеспечивающим удаление с ролика 23 излищков покрытия и нанесения на ленту требуемого его количества. Механизм сушки с каналом
31служит для подсушивания движущейся ленты с нанесенным покрытием в потоке горячего воздуха при намотке ее на оправку
32механизма формовки.
Выбранная форма наружной поверхности йакатного ролика (фиг. 3) позволяет наносить равномерное покрытие на неравномерно движущуюся ленту.
Поточно-механизированная линия работает следующим образом.
Лента 20 с устройством для смоткн ленты 1 поступает на. устройство 2 для нанесения покрытия, где через ролики 13-16 она направляется к роликам 22, 23, которые наносят на нее дозированное количество покрытия, а разравнивающее устройство 21 это нокрытие дополнительно разравнивает на ленте.
Для уменьшения загрязнения механизма формовки при намотке магнитопровода покрытие, нанесенное на ленту, подсушивается потоком горячего воздуха при прохождении ленты через канал 31 устройства для сушки ленты.
Движение ленты осуществляется за счет намотки ее на оправку 32, которая находится на механизме формовки. Лента, проходя между плотно прижатыми друг к другу роликами 22 и 23, заставляет их вращаться синхронно со своим движением, т. е. практически без проскальзывания, что достигается изготовлением роликов из легких материалов и облицовкой их эластичным материалом. При вращении ролик 23 захватывает из ванны 25 суспензию
и несет ее на наружной ребристой поверхности. Поскольку количество захваченной роликом суспензии неопределенное, на пути этого покрытия поставлен ролик 24, который отжнмает излишки покрытия обратно в ванну 25. В результате покрытие суспензией после прохождения ролика 24 остается только в канавках наружной поверхности ролика 23. При прохождении ленты между роликами 22
и 23 за счет их поджима друг к другу эластичный ребристый ирофиль ролика 23 деформируется, в результате чего суспензия из канавок ролика 23 переносится на движущуюся ленту. Вращение ролика 24 осуществляется за
счет поджима его к ролику 23.
Из механизма формовки 3 заготовки магнитопроводов передаются на пресс перепрессовки оправок 4, где навивочная оправка заменяется термостойкой. После замены оправок заготовка магнитопровода последовательно поступает в устройство для термообработки магнитопроводов 5, устройство для охлаждения и накопления магнитопроводов 6, механизм резки.7, пресс выпрессовки оправок 8,
сушильную камеру 10, механизм снятия заусенцев И и контрольный стенд 12.
Эффективность применения данной поточномеханизированной линии по сравнению с существующи1ми заключается в иовышенни качества изготавливаемых магнитопроводов за счет нанесения равномерного по толщине покрытия по ширине и длине ленты.
Формула изобретения
1. Поточно-механизированная линия для изготовления витых ленточных магнитопроводов, содержащая устройства для навивки ленты, для нанесения покрытия, механизм формовки, устройство для перепрессовки оправок, узел термообработки магнитопроводов, устройство для охлаждения и накопления магнитонроводов, механизм резки, транспортирующее устройство для передачи оправок в зону запрессовки, отличающаяся тем,
что, с целью повышения качества изготавливаемых магнитопроводов за счет нанесения равномерного по толщине покрытия но ширине и длине ленты, устройство для нанесения нокрытия выполнено в виде трех роликов,
расположенных на вертикальной плите, два из которых установлены нодпружиненно друг к другу с возможностью регулирования усилия поджатия и взаимодействуют между собой через ленту, причем поверхность одного
из роликов выполнена ребристой, а третий ролик установлен на двуплечем рычаге и поджат к ребристой поверхности ролика.
2.Поточно-механизированная линия но п. 1, отличающаяся тем, что поверхности всех
трех роликов облицованы эластичным материалом.
3.Поточно-механизированная линия по п. 1, отличающаяся тем, что на выходе ленты из устройства для нанесения покрытия на
вертикальной плите установлено разравнива5ющее устройство в виде подпружиненной пластины. Источники информации, принятые во внимание при экспертизе. 6 1. Патент Франции, № 1371508, кл. Н 01F 41/02, 1965. 2. Авт. св. N° 270058, кл. 21 d 48, 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНО-МЕХАНИЗИРОВАННДЯГ ЛИДИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕЬГТОЧНЬТХ МАГНИТОПРОВбДбВ~ | 1970 |
|
SU270057A1 |
| Устройство для нанесения покрытия на ленту | 1977 |
|
SU735656A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопроводов | 1980 |
|
SU959172A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1210149A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОНРОВОДОВ | 1969 |
|
SU235188A1 |
| Способ изготовления витых ленточных магнитопроводов | 1982 |
|
SU1078481A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU866593A1 |

22 26 28
