Известны станки для изготовления витых ленточных магнитопроводов, содержащие смоточное устройство, намоточную оправку, установленную в гнезде приводного шпинделя, .механизмы запра.вки, отрезки ленты и закреиления наружного витка .навитого магнитопровода. В таких станках по завершенни навивки магнитопровод удаляется со станка вместе с навивочной оправкой, на место которой в шпиндель из магазина подается очередная навивочная оправка. Калибровка и отжиг навитых магнитопроводо,в производятся уже с помош;,ью других оправок, устанавливаемых в окно магнитопровода вместо навивочных оправок, т. е. для изготовления магнитопровода с этом случае нужны .всегда две оправки. Перепрессовка оправок осуществляется на прессах, установленных отдельно от навивочного станка.
В предлагаемом устройстве с целью совмещения с навивкой магнитопровода операции nspenpeccoBKH оправок и сокращения количе.ства намоточных оправок намоточная оправка подпружинена и установлена в гнезде приводного щпинделя с возможностью осевого перемещения, а против нее расположен магази.н с кал.ибровочными оправками и пресс, например пневматический, для запрессовкп оправок в навитый магнитопровод.
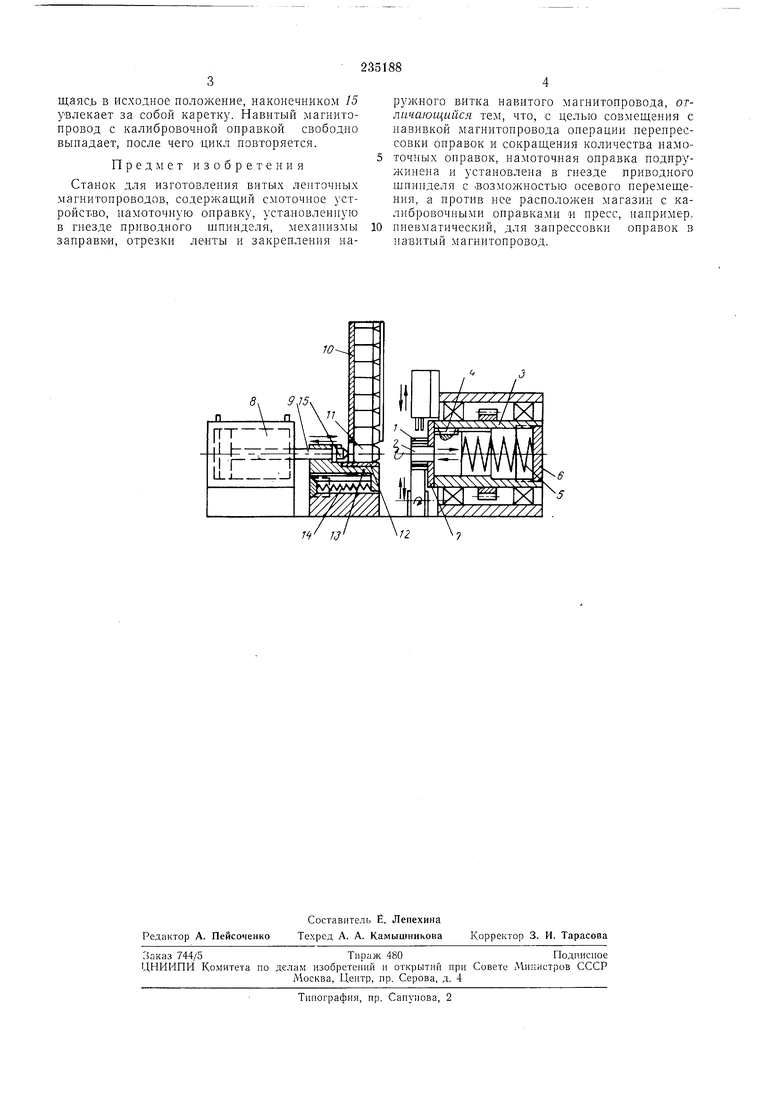
На чертеже показан описываемый станок, вид сбоку.
Ленту, из которой изготавливается магннтопровод /, заправляют в навивочную опра.вку
2, рабочая часть которой имеет форму изготавливае.мого магнитопровода, а направляющая ее часть (хвостовик) выполнена круглого сечения и соответствует по форме и размеру гнезду приводного шпинделя 3. Шпонка 4 связывает нави.вочную оправку со шпинделем, обеспечивая ей возможность осевого перемещения. Оправка поджата пружиной 5, уиором для которой служит крышка 6, к диску 7.
После навивки магн.итопровода при остановленном щпинделе производится приварка и отрезка ленты. Одновременно с этим включается иневмопресс 5, щток 9 которого расположен против нижней части магазина 10 с калибровочными онра.вкамн И соосно с очередной оправкой, расположенной на накладке 12, укрепленной на каретке 13. Накладка служит для правильной ориентаци.и очередной калибровочной оправки относительно навивочной оправки. Шток двил-сется в направлении
шпинделя, при этом пружина 14 пере.мещает каретку в т) же сторону до останов ки по достижении торца магнитопровода, а шток, продолжая движение, запрессовывает калибровочную оправку, выпрессовывая навивочную
щаясь в исходное положение, наконечником 15 увлекает за собой каретку. Навитый магнитопровод с калибровочной оправкой свободно выпадает, после чего цикл повторяется.
Предмет изобретения
Станок для изготовления виты.х ленточных магнитопроводов, содержащий смоточное устройство, намоточную оправку, установленную в гнезде приводного шпинделя, механизмы заправки, отрезки ленты и закрепления наружного витка навитого магнитопровода, огличающийся тем, что, с целью совмещения с навивкой магнитонровода операции иерепрессовки оправок и сокращения количества иа.моточных оправок, намоточная оправка подпружинена и установлена в гнезде приводного шпинделя с возможностью осевого перемещения, а против нее расположен магазин с калибровочными оправками и нресс, например. ппевматический, для запрессовки оправок в навитый магнитопровод.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Устройство для изготовления ленточных магнитопроводов | 1980 |
|
SU955236A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1979 |
|
SU978210A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| УСТРОЙСТВО для ФОРМОВКИ МАГНИТОПРОВОДОВ'-ПЛТЕЯТКО" ? лICII | 1970 |
|
SU270058A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для навивки магнитопроводов | 1977 |
|
SU942177A1 |
