В настоящее время шлифовка шпинделя веретена производится на центровых шлифовальных станках.
Отсутствие возможности при шлифовке длинных и тонких деталей использовать мощное оборудование создает условия, при которых операция шлифовки занимает много рабочих.
Многочисленность операций при шлифовке на центровых станках влечет за собой большой брак в процессе обработки.
Интересно отметить то обстоятельство, что и за границей в настоящее время шпиндель веретена шлифуют центровым методом, признавая, однако, что это является весьма трудной и сложной операцией. Так, например, известный американский специалист по шлифованию Джонсон Хейвуд пишет в майском номере журнала „Абразив за 1938 г. по этому поводу следующее: „при шлифовании шпинделя веретена малый, по сравнению с длиной, диаметр обусловливает многие трудности.
Хотя фирма „Цинциннати и приводит в некоторых своих каталогах в числе изделий, которые могут быть обработаны бесцентровым способом.
также и изделия, несколько сходные по форме со шпинделем веретена, однако, нигде не указывает, как именно осуществить эту операцию.
Насколько большое значение придается в мировой технике более или менее удачному разрешению операций по бесцентровому шлифованию изделий с комбинированными цилиндрическими и коническими частями, видно хотя бы из того, что той же фирмой „Цинциннати взят во всех странах патент на шлифование бесцентровым методом сверл с коническим хвостовиком.
Нужно оговориться, что способ по этому патенту непригоден для изделий с большой длиной, так как они в процессе шлифования не имеют достаточно надежной опоры, а потому неизбежно будут получаться прогибы изделий, дрожание и т. п.
Предлагаемый способ бесцентровой шлифовки шпинделей веретена заключается в том, что сначала шлифуют до упора длинный конус веретена, а затем до упора короткий второй конус и цилиндрическую часть, опирая шпиндель веретена на ведущий круг частью длинного конуса, служащего базой.
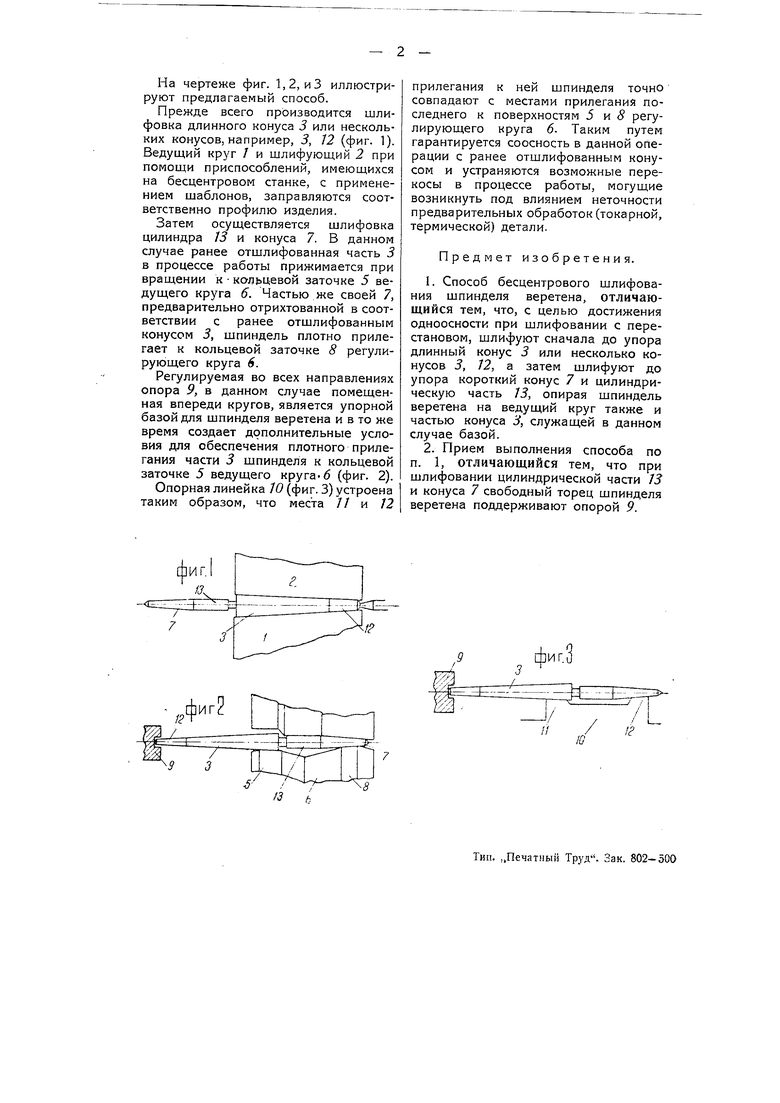
На чертеже фиг. 1,2, и 3 иллюстрируют предлагаемый способ.
Прежде всего производится шлифовка длинного конуса 3 или нескольких конусов, например, 3, 12 (фиг. 1). Ведущий круг / и шлифующий 2 при помощи приспособлений, имеющихся на бесцентровом станке, с применением щаблонов, заправляются соответственно профилю изделия.
Затем осуществляется щлифовка цилиндра 13 и конуса 7. В данном случае ранее отщлифованная часть 3 в процессе работы прижимается при вращении к кольцевой заточке 5 ведущего круга 6. Частью же своей 7, предварительно отрихтованной в соответствии с ранее отщлифованным конусом 5, шпиндель плотно прилегает к кольцевой заточке 8 регулирующего круга 6.
Регулируемая во всех направлениях опора 9, в данном случае помещенная впереди кругов, является упорной базой для шпинделя веретена и в то же время создает дополнительные условия для обеспечения плотного прилегания части 3 шпинделя к кольцевой заточке 5 ведущего круга-б (фиг. 2).
Опорная линейка Ю (фиг. 3) устроена таким образом, что места // и 12
прилегания к ней шпинделя точно совпадают с местами прилегания последнего к поверхностям 5 и 5 регулирующего круга б. Таким путем гарантируется соосность в данной операции с ранее отшлифованным конусом и устраняются возможные перекосы в процессе работы, могущие возникнуть под влиянием неточности предварительных обработок (токарной, термической) детали.
Предмет изобретения.
1.Способ бесцентрового шлифования шпинделя веретена, отличающийся тем, что, с целью достижения одноосностк при шлифовании с перестановом, шлифуют сначала до упора длинный конус 3 или несколько конусов 3, 12, а затем шлифуют до упора короткий конус 7 и цилиндрическую часть 13, опирая шпиндель веретена на ведущий круг также и частью конуса 3, служащей в данном случае базой.
2.Прием выполнения способа по п. 1, отличающийся тем, что при шлифовании цилиндрической части 13 и конуса 7 свободный торец шпинделя веретена поддерживают опорой 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2082588C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| ВЕДУЩИЙ ВАЛОК ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 1936 |
|
SU49931A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Станок для шлифования эластичного покрытия нажимных валиков прядильных машин | 1960 |
|
SU141068A1 |
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| Автомат для шлифования перьев и заточки углов перового сверла часового производства | 1960 |
|
SU145146A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| Станок для бесцентрового шлифования шаров | 1946 |
|
SU72114A1 |
