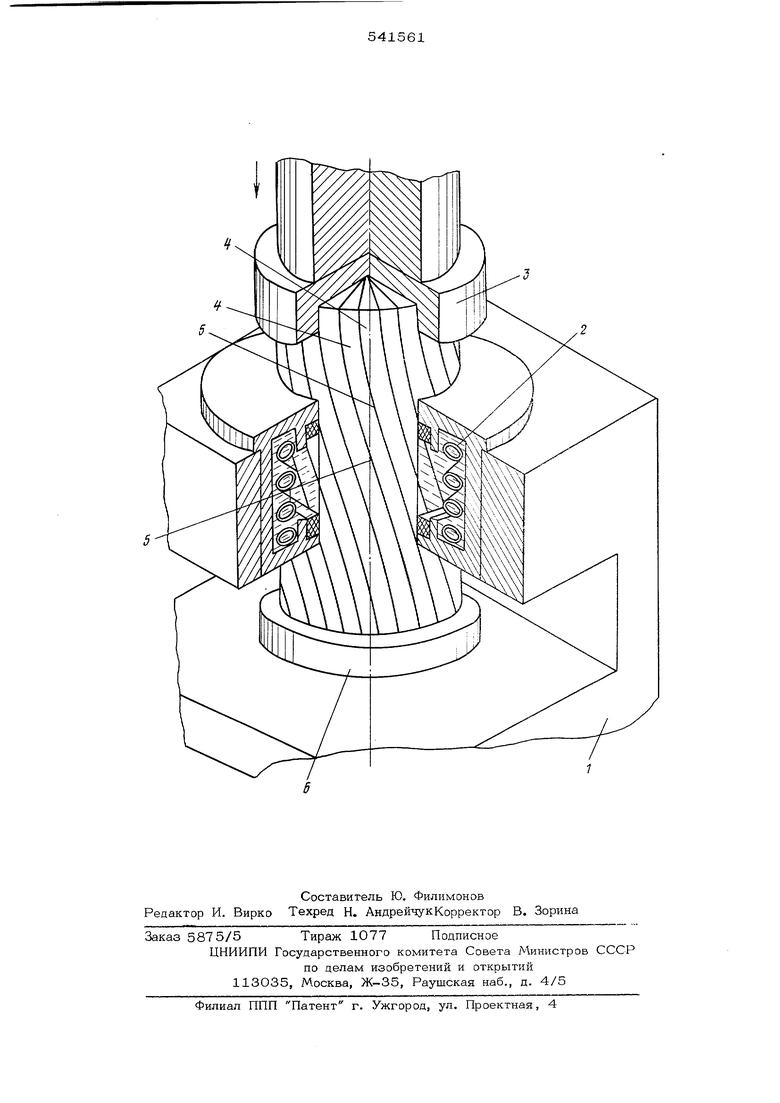
Изобретение относится к обработке металлов давлением и может быть использовано при получении изделий со сложной геометрической формой поверхности. Известен штамп для горячей штамповки содержащий верхнюю и нижнюю плиты со смонтированными в них соответстственно пуансоном и матрицей, выполненными в виде комплекта радиально размещенных клино вих секторов. Однако на этом штампе невозможно получение изделий с поверхностью сложного профиля. Наиболее близким к изобретению решением является штамп, содержащий верхнюю плиту с пуансоном и нижнюю плиту с матр цей, а также корпуб, смонтированный на нижней плите и охватывающий пуансон, выполненный в виде комплекта радиально раз мещенных клиновых секторов. Однако качество изготовленных на этом штампе изделий с поверхностью сложного профиля также невысокое. Цель изобретения-повышение качества получаемых заготовок за счет волнообразного распределения локальных деформаций. С этой пелью штамп снабжен электромагнитной катушкой переменного тока, смонтированной в корпусе и охватывающей пуансон, а радиально размещенные клиновые секторы последнего контактируют по винтовой поверхности, при этом смежные клиновые секторы выполнены из материалов с противоположным эффектом магнитострикции и разделены между собой прокладками, выполненными из материала с нулевым эффектом магнитострикции. На чертеже изображен предлагаемый штамп. Штамп содержит корпус 1, смонтированный на нижней плите, установленную в корпусе 1 электромагнитную катущку 2 переменного тока, пуансонодержатель 3. Пуансон выполнен в виде комплекта радиально размещенных клиновых секторов 4, контактирующих по винтовой поверхности . При этом смежные клиновые секторы выполнены из материалов с противоположным эффектом магнитострикции и разделены прокладками 3 5 из материала с нулевым эффектом магнитострикции. От привода через пуансонодержатель Зи пуансон с клиновыми секторами 4 усилие цеформации передаетса локально в объем заготовки 6, Одновременно с этим в катушке 2 возбуждается переменное электромагнитное поле высокой частоты, под воздействием которого (благодаря эффекту магнитострикции) смежные клиновые секторы 4 пуансона совершают механические колебания в противофазе за счет возникновения сжимающих и растягивающих упругих деформаций в материалах секторов. Колебания клиновых секторов 4 в противофазе обеспечивают волнообразный характер распределения локольных деформаций в поверхностном объеме материала заготовки 6 с высокой скоростью зависящей от частоты переменного электромагнитного поля, значительно превышающей скорость штамповки. Прокладки из магериала с нулевым эффектом магнит ос трикшш позволяют значительно снизить потери на трение в зоне контакта между собой смежных клиновых секторов пуансона. Выполнеюге клиновых секторов, контактирующих между собой по винтовой поверхности, позволяет получить в поверхностном объеме материала заготовки дополнительные, сдвигающие деформации. В качестве материалов секторов, обладающих противоположным эффектом магнитостриК ции в переменном электромагнитном поле, 541 1 4 можно исполызовать, например, с папожительным эффектом магнитострикиии сплавы пермалой (49% Fe, 49% N1 , 2% V ) или пермендюр (49% Со, 49% Fe, 2% V ), а с отрицательным эффектом магнитострикции - сплав 5О% никеля и 50% железа, Материалом с нулевым, эффектом магнитострикции может служить сплав 30% никеля и 70% железа, Формула изобретения Штамп для горячей штамповки, сояержащнй верхнюю плиту с пуансоном и нижнюю плиту с магрицей а также корпус, смонтированный на нижней плите и охватывающий пуансон, выполненный в виде комплекта радиально размещенных клиновых секторов, отличающийся тем, что, с целью повышения качества получаемых заготовок за счет волнообразного распределения локальных деформаций, он снабжен электромагнитнэй катушкой переменного тока, смонтированной в корпусе и охватывающей пуансон, а радиально размещ.енные клиновые Секторы последнего контактируют по винтовой поверхности, при этом смежные клиновые секторы выполнены из материалов с противоположным эффектом магнитострикции и разделены между собой прокладками, въ:-. полненными из материала с нулевым эффекIOM магнитострикции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей штамповки | 1975 |
|
SU533438A1 |
| Штамп для ультразвуковой штамповки | 1975 |
|
SU541560A1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| Штамп для обрезки полых изделий | 1977 |
|
SU662208A1 |
| Штамп для горячей штамповки заготовок | 1976 |
|
SU564076A1 |
| Штамп для пробивки отверстий в листовом материале | 1981 |
|
SU990374A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |