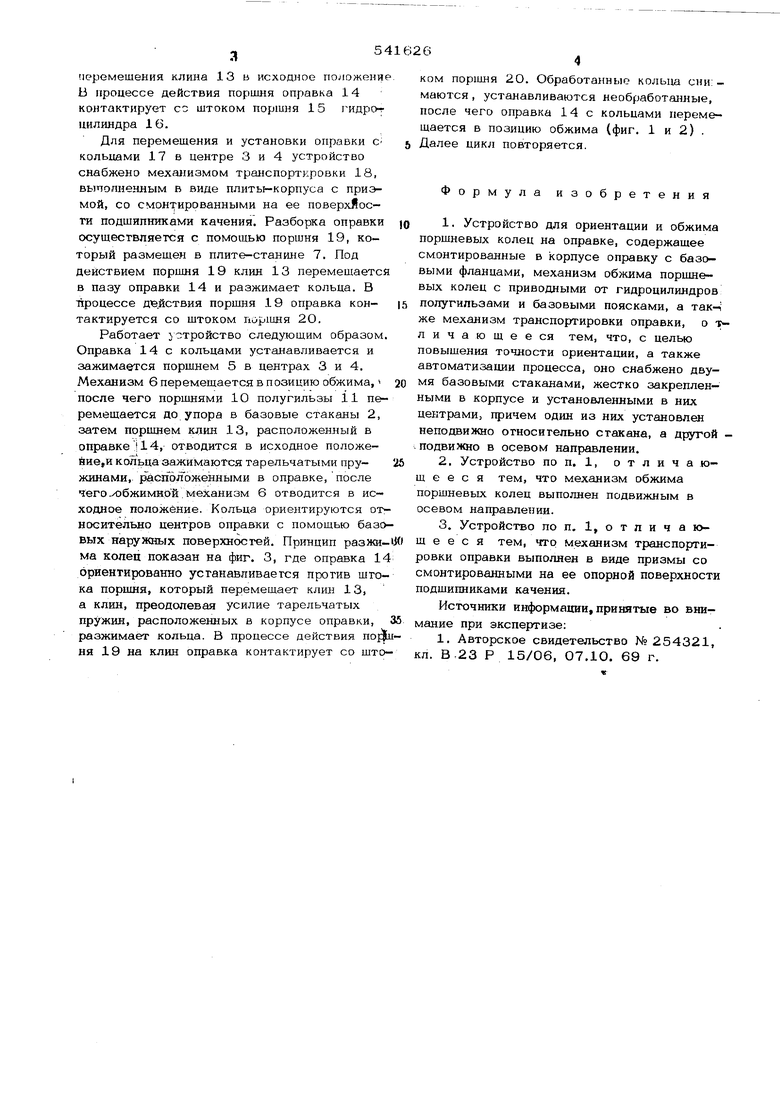
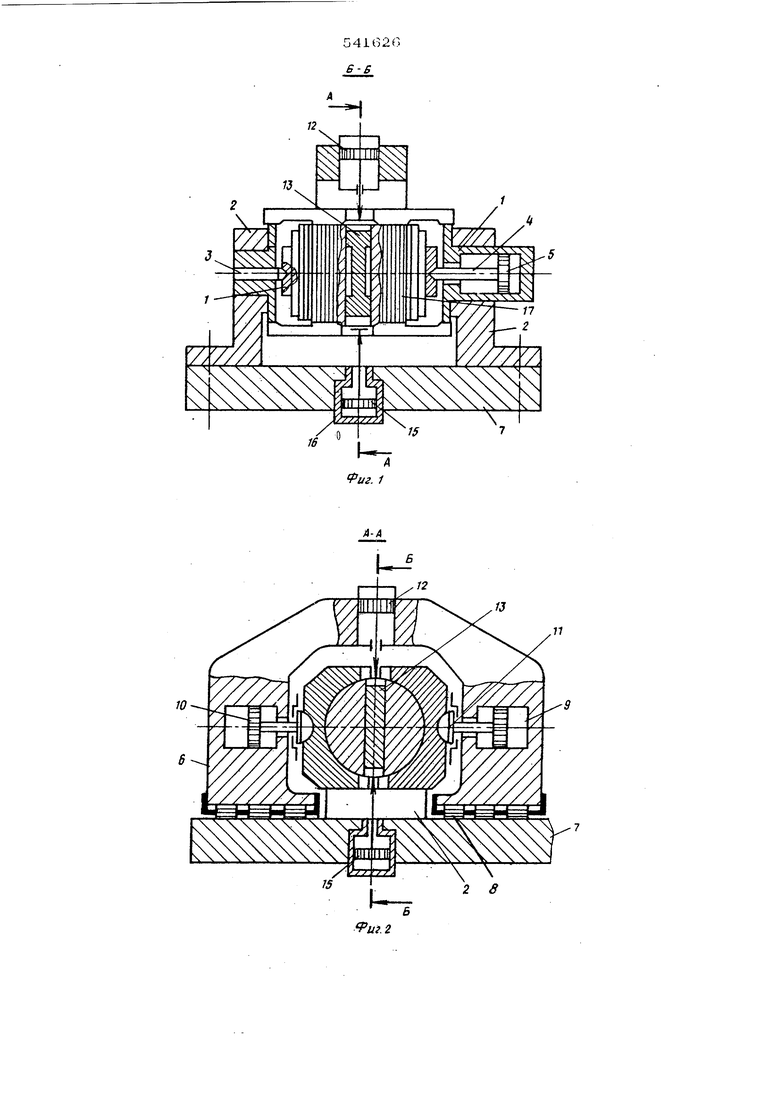
(54) УСТРОЙСТВО .ОЛЯ ОРИЕНТАЦИИ И ОБЖИМА ПОРШНЕВЫХ КОЛЕЦ еремещения клина 13 в исходное положени В процессе действия поршня оправка 14 контактирует сз штоком поршня 15 гидро-г цилиндра 16. Для перемещения и установки оправки скольцами 17 в центре 3 и 4 устройство снабжено механизмом транспортировки 18, выполненным в виде плиты-корпуса с призмой, со смонтированными на ее поверхЯосги подшипниками качения. Разборка оправки осуществляется с помощью поршня 19, который размещен в плите-станине 7. Под действием поршня 19 клин 13 перемешается в пазу оправки 14 и разжимает кольца. В ттроцессе действия поршня 19 оправка контактируется со штоком поушкя 2О. Работает устройство следующим образом Оправка 14 с кольцами устанавливается и зажимается поршнем 5 в центрах 3 и 4. Механизм 6 перемешается в позицию обжима, после чего поршнями 10 полугильзы 11 перемещается до упора в базовые стаканы 2, затем порщнем клин 13, расположенный в оправке 114, отводится в исходное положение,и кольца зажимаются тарельчатыми пру- жинами, расположенными в оправке, после чегомэбжимной.механизм 6 отводится в исходное положение. Кольца ориентируются относительно центров оправки с помошью базо вых наружных поверхностей. Принцип разжи- К ма колеи показан на фиг. 3, где оправка 14 ориентированно усганавпиваетх:я против щтока поршня, который перемещает клин 13, а клин, преодолевая усилие тарельчатых пружин, расположенных в корпусе оправки, 35 разжимает кольца. В процессе действия пор|шня 19 на клин оправка контактирует со што- 54 6 ком ПОР1Ш1Я 20. Обработанные кольца сии:маются, устанавливаются необработанные, после чего оправка 14 с кольцами перемещается в позицию обжима (фиг. 1 и 2) . Далее цикл повторяется. Формула изобретения 1. Устройство для ориентации и обжима поршневых колец на оправке, содержащее смонтированные в корпусе оправку с базовыми фланцами, механизм обжима поршневых колец с приводными от гидроцилиндров полугильзами и базовыми поясками, а так-; же механизм транспортировки оправки, о т- личающееся тем, что, с целью повышения точности ориентации, а также автоматизации процесса, оно снабжено двумя базовыми стаканами, жестко закрепленными в корпусе и установленными в них центрами; причем один из них установлен неподвижно относительно стакана, а другой подвижно в осевом направлении. 2.Устройство по п. 1, отлича юш е е с я тем, что механизм обжима поршневых колец выполнен подвижным в осевом направлении. 3.Устройство по п. 1, о т п и ч а е е с я тем, что механизм транспортировки оправки выполнен в виде призмы со смонтированными на ее опорной поверхности подшипниками качения. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство №254321, кл. В.23 Р 15/06, 07.10. 69 г. Б-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления пакета поршневых колец | 1981 |
|
SU1060393A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1981 |
|
SU1042967A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| ПАТЕНТНО- in •^ ТЕХ'ЛИЧССКАЯ БИБЛИОТЕКАИ. Е. Фрагин | 1970 |
|
SU268931A1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2004 |
|
RU2261786C1 |
| -;ХВг1ЕиКАЯё-:^ .,-•/..•„>&Sfrar^tJ-^-^'--. •^•.•.-^-.•«-' | 1973 |
|
SU388044A1 |
| Устройство для запрессовки | 1977 |
|
SU663524A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2094213C1 |
| Устройство для притирки поршневых колец | 1989 |
|
SU1696270A1 |
| Автоматическое устройство для контроля и сортировки колец | 1979 |
|
SU919764A1 |
/J
77
20
19
