1
Изобретение относится к области строительства и может быть применено на заводах по производству сборного железобетона, в частности для отодвигания и задвигания бортов форм-вагонеток при изготовлении изделий со сложным профилем торцовых поверхностей и наличием выпусков арматуры.
Известны устройства для распалубки и сборки форм-вагонеток, состоящие из гидроцилиндров и системы рычагов. Раскрытие и закрытие бортов форм производится поворотом их относительно шарлиров, закрепленных на поддоне формы. Однако такое устройство не может быть применено при распалубке изделий со сложными торцовыми поверхностями и длинными выпусками арматуры. Для осуществления распалубки таких изделий борта формы должны быть отодвинуты.
Цель изобретения - создание устройства, позволяющего механизировать процесс отодвигания и задвигания поперечных бортовформ-вагонеток в процессе распалубки при конвейерном изготовлении бетонных и железобетонных изделий со сложными торцовыми поверхностями и имеющими выпуски арматуры, обеспечивая одновременно улучщение качества этих изделий и уменьшение количества брака.
Устройство состоит из одинаковых по конструкции механизмов отодвигания и задвигания бортов, неподвижно расположенных на посту распалубки конвейерной линии так, что при подаче на этот пост формы-вагонетки зацепы поперечных бортов, расположенные по
их концам, устанавливаются напротив захватов соответствующего механизма. При одновременном включении всех механизмов распалубки захваты, двигаясь по опорной поверхности направляющих кронщтейнов стаНИНЫ, входят в зацепление с зацепами поперечных бортов формы-вагонетки и отодвигают оба поперечных борта на заданное расстояние. При обратном движении захватов происходит задвигание бортов, после чего эахваты автоматически устанавливаются под действием пружин в исходное положение.
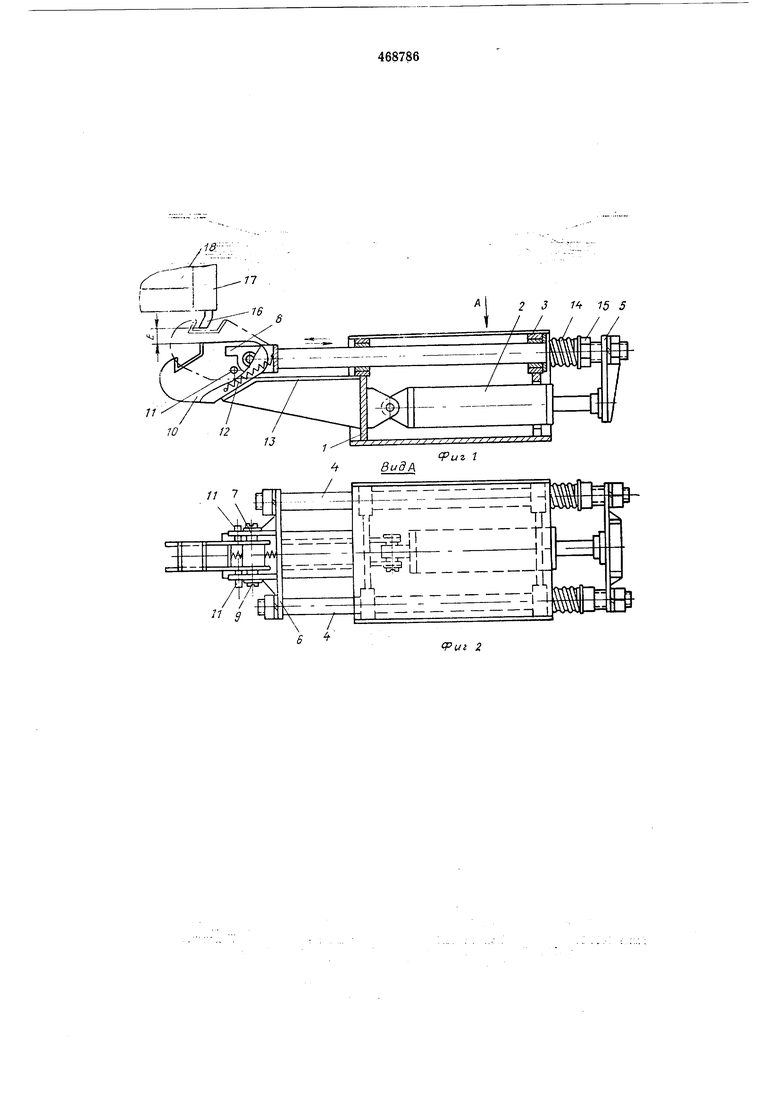
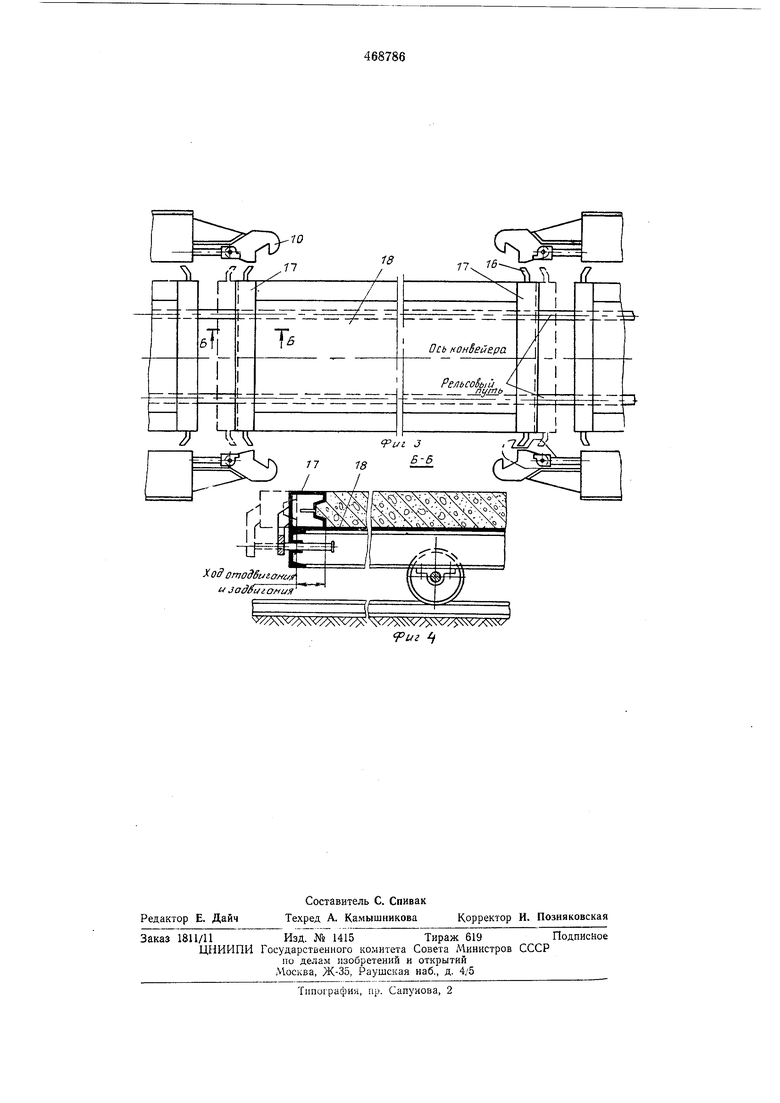
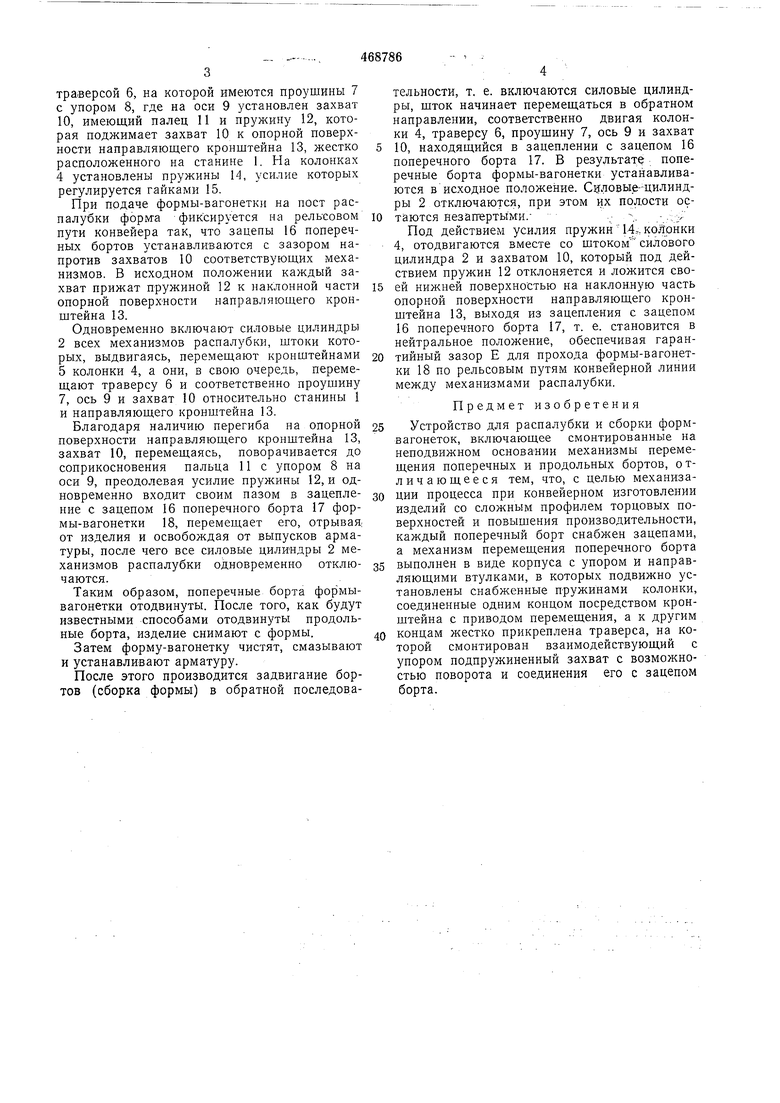
На фиг. 1 изображен механизм распалубки в плане; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - устройство для распалубки и сборки форм-вагонеток, общий вид; на фиг. 4 - разрез по Б-Б на фиг. 3.
Устройство состоит из отдельных конструктивно одинаковых механизмов перемещения поперечных бортов, неподвил но расположенных на соответствующем посту конвейерной линии. Сам механизм распалубки содерлсит станину 1, шарнирно закрепленный на ней силовой цилиндр 2, направляющие втулки 3, подвижные колонки 4, соединенные с
одной стороны кронштейном 5, я с другой-
траверсой 6, на которой имеются проушины 7 с упором 8, где на оси 9 установлен захват 10, имеющий палец 11 и пружину 12, которая поджимает захват 10 к опорной поверхности направляющего кронштейна 13, жестко расположенного на станине 1. На колонках
4установлены пружины 14, усилие которых регулируется гайками 15.
При подаче формы-вагонетки на пост распалубки форм-а фиксируется на рельсовом пути конвейера так, что зацепы 16 поперечных бортов устанавливаются с зазором напротив захватов 10 соответствующих механизмов. В исходном положении каждый захват прижат пружиной 12 к наклонной части опорной поверхности направляющего кронштейна 13.
Одновременно включают силовые цилиндры 2 всех механизмов распалубки, штоки которых, выдвигаясь, перемещают кронштейнами
5колонки 4, а они, в свою очередь, перемещают траверсу 6 и соответственно проушину 7, ось 9 и захват 10 относительно станины 1 и направляющего кронштейна 13.
Благодаря наличию перегиба на опорной поверхности направляющего кронштейна 13, захват 10, перемещаясь, поворачивается до соприкосновения пальца 11 с упором 8 на оси 9, преодолевая усилие пружины 12, и одновременно входит своим пазом в зацепление с зацепом 16 поперечного борта 17 формы-вагопетки 18, перемещает его, отрьшая; от изделия и освобождая от выпусков арматуры, после чего все силовые цилиндры 2 механизмов распалубки одновременно отключаются.
Таким образом, поперечные борта формывагонетки отодвинуты. После того, как будут известными способами отодвинуты продольные борта, изделие снимают с формы.
Затем форму-вагонетку чистят, смазывают и устанавливают арматуру.
После этого производится задвигание бортов (сборка формы) в обратной последовательности, т. е. включаются силовые цилиндры, шток начинает перемещаться в обратном направлении, соответственно двигая колонки 4, траверсу 6, проушину 7, ось 9 и захват 10, находящийся в зацеплении с зацепом 16 поперечного борта 17. В результате поперечные борта формы-вагонетки устанавливаются в исходное положение. Сйловые-цилиндры 2 отключаются, при этом их полости остаются незаггертьши.. -.. . ;
Под действием усилия пружин 14,, койонки 4, отодвигаются вместе со штоком силового цилиндра 2 и захватом 10, который под действием пружин 12 отклоняется и ложится своей нижней поверхностью на наклонную часть опорной поверхности направляющего кронштейна 13, выходя из зацепления с зацепом 16 поперечного борта 17, т. е. становится в нейтральное положение, обеспечивая гарантийный зазор Е для прохода формы-вагонетки 18 по рельсовым путям конвейерной линии между механизмами распалубки.
Предмет изобретения
Устройство для распалубки и сборки формвагонеток, включающее смонтированные на неподвижном основании механизмы перемещения поперечных и продольных бортов, отличающееся тем, что, с целью механизации процесса при конвейерном изготовлении изделий со сложным профилем торцовых поверхностей и повышения производительности, каждый поперечный борт снабжен зацепами, а механизм перемещения поперечного борта
выполнен в виде корпуса с упором и направляющими втулками, в которых подвижно установлены снабженные пружинами колонки, соединенные одним концом посредством кронштейна с приводом перемещения, а к другим
концам жестко прикреплена траверса, на которой смонтирован взаимодействующий с упором подпружиненный захват с возможностью поворота и соединения его с зацепом борта.
4
/
И
7
9
Риг 1
Budl
ji: 4 H
Г LfSIlhl
2
.
fui -9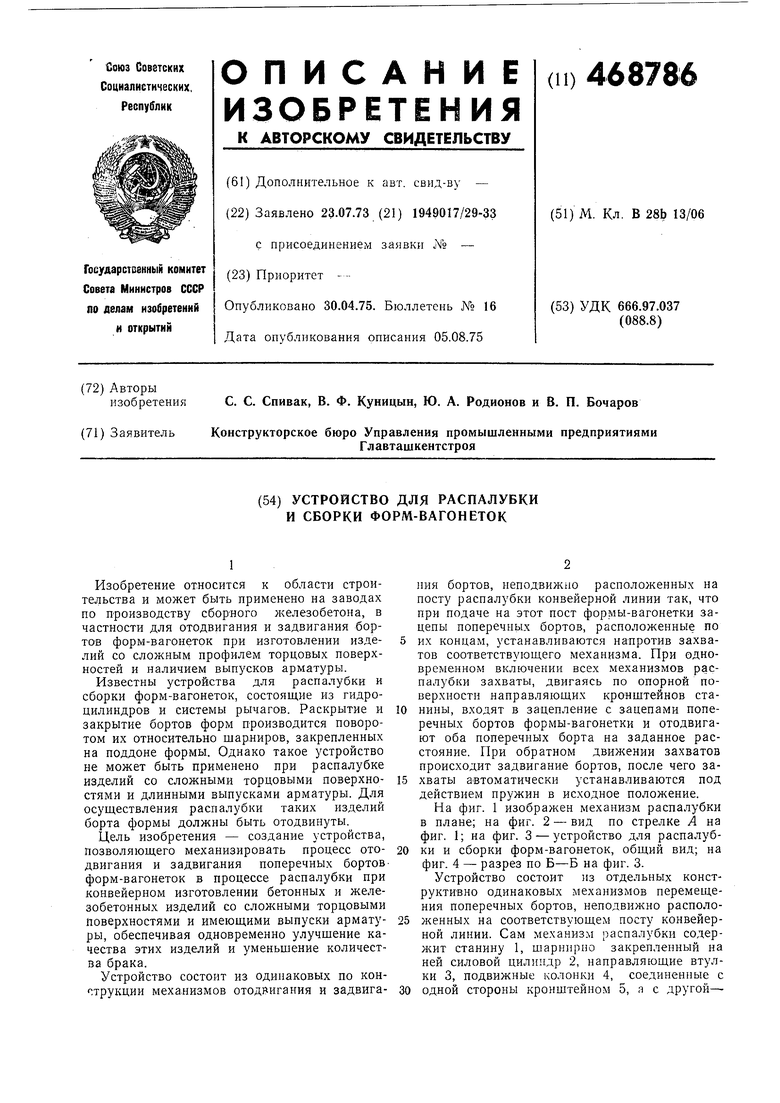
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления изделий кассетным методом | 1975 |
|
SU732138A1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Вертикально-замкнутая линия для изготовления бетонных и подобных изделий в формах-вагонетках | 1974 |
|
SU574334A1 |
| Двухярусная конвеерная линия для изготовления железобетонных изделий в формах-вагонетках | 1978 |
|
SU1025514A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1989 |
|
SU1742063A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Устройство для распалубки железобетонных изделий | 1980 |
|
SU977172A1 |