1
Изобретение относится к технологии обработки резанием и может быть использовано при шлифовании центровых отверстий.
Известны способы шлифования центровых отверстий с контактом враш,ающегося изделия и конического шлифовального круга по одной образуюшей с осциллированием круга вдоль образуюшей 1.
При этом способе после обработки одного центрового отверстия деталь переворачивают и шлифуют второе центровое отверстие. Таким образом, недостатком данного способа является низкая производительность и большое отклонение в величинах углов центровых отверстий.
Для обеспечения равенства углов двух центровых отверстий по предлагаемому способу обработку производят с диаметрально противоположными относительно оси изделия линиями контакта инструментов и обрабатываемых поверхностей центровых отверстий.
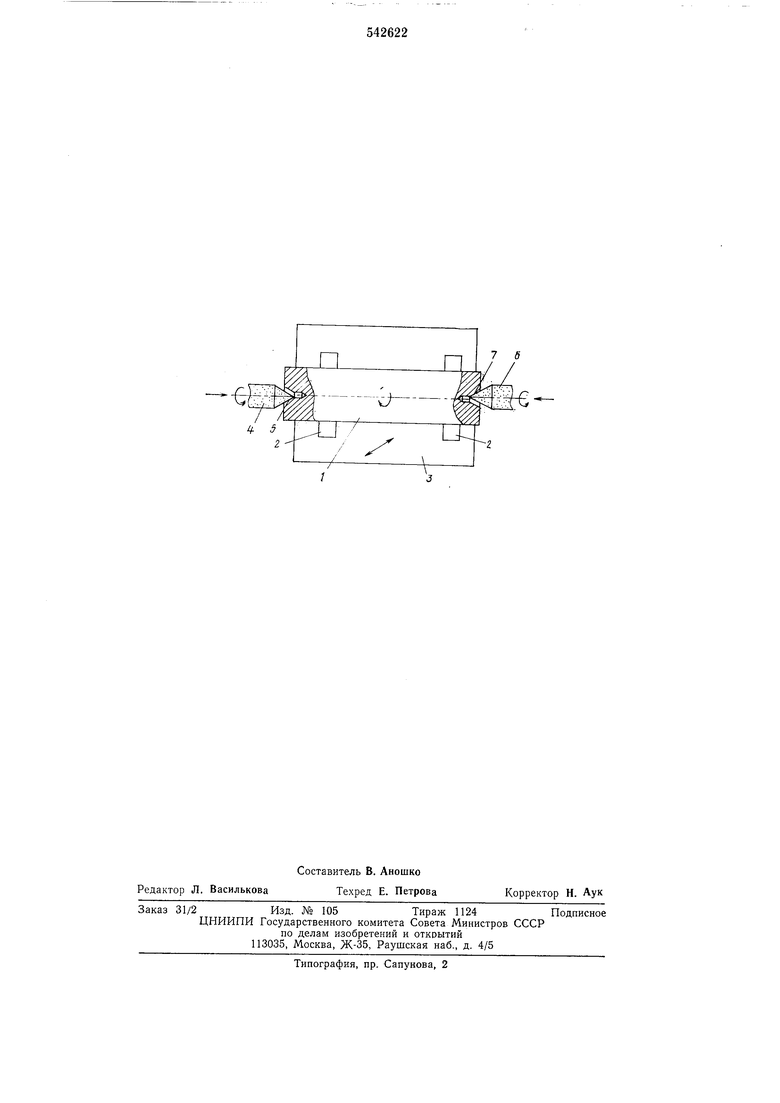
Иа чертеже изображена схема осушествления предлагаемого способа.
Обрабатываемое изделие 1 устанавливают в люнеты или патроны 2, находяшиеся на столе 3. Изделие приводят во враш,ение вокруг своей оси. Инструмент 4 входит в одно центровое отверстие и контактирует с обрабатываемой поверхностью по линии 5,. а инструмент 6 во втором центровом отверстии контактирует с обрабатываемой поверхностью по Линии 7. При этом ось инструмента 4 смещают по отношению к оси изделия в одну сторону, а ось инструмента 6 в днаметрально противоиолоЖную сторону. Каждый инструмент 4 и
6приводят во врашение вокруг своих осей и перемеш,ают на врезание, например, вдоль оси. Оси инструментов расположены в одной плоскости с осью изделия 1. Стол с установленным на нем изделием 1 осуш,ествляет осциллирующее движение, причем цаправление осциллирования параллельно линиям контакта 5 ц
7обрабатываемых поверхностей и инструментов 4 и 6.
Формула изобретения
Способ шлифования центровых отверстий с взаимным осциллированием вращающегося изделия и вращающихся инструментов, отличающийся тем, что, с целью обеспечения равенства углов двух центровых отверстий, обработку производят с диаметрально противоположными относительно оси изделия линиями контакта инструментов и обрабатываемых поверхностей центровых отверстнй.
Источники информации, принятые во внимание при экспертизе:
1. Д. Б. Ваксер «Внутреннее шлифование, Машиностроение, М. 1967, стр. 18.
7 S
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 1973 |
|
SU385714A1 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Устройство для шлифования центровых отверстий | 1973 |
|
SU454985A2 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| Способ шлифования беговой дорожки внутреннего кольца подшипника качения | 1958 |
|
SU120737A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |