(54) ОПОРНЫЙ ПОРШЕНЬ ДЛЯ ЭКСТРУДИРУЕМЫХ ПОЛЫХ ПРОФИЛЕЙ ИЗ ПЛАСТМАСС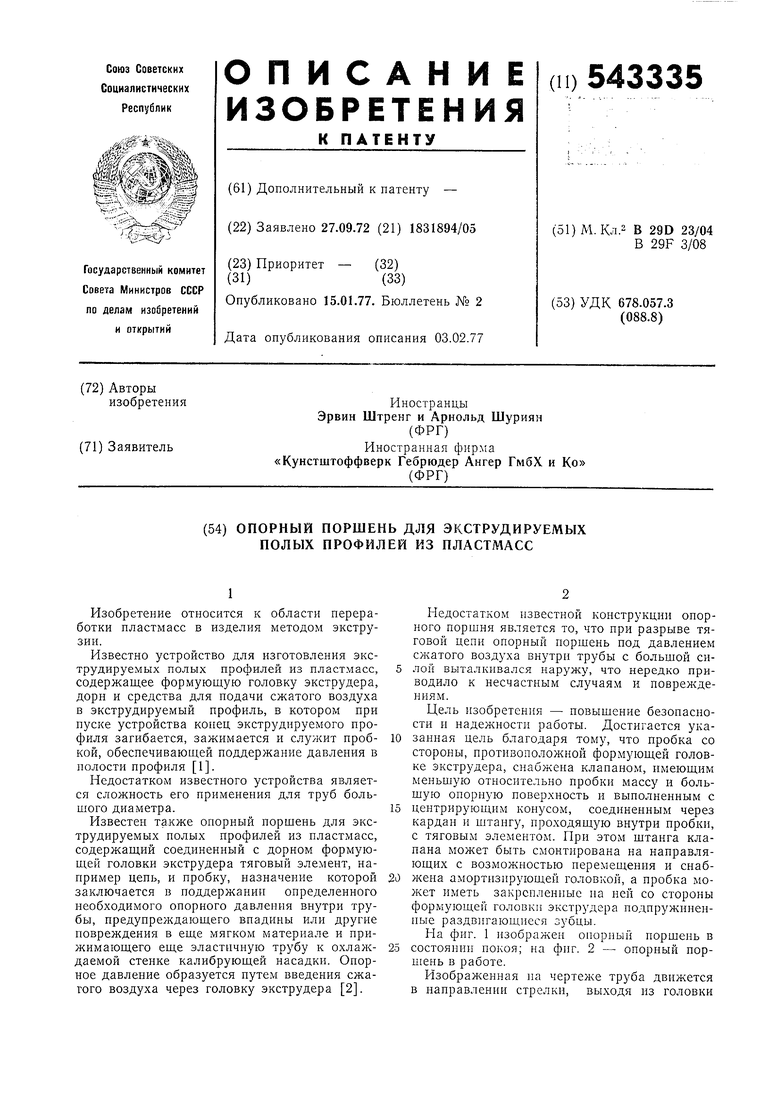
| название | год | авторы | номер документа |
|---|---|---|---|
| Заглушающее устройство для экструдируемых полых профилей из пластмасс | 1975 |
|
SU545484A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
| Устройство для изготовления полых изделий из эластичных материалов | 1980 |
|
SU1689103A1 |
| Заглушка для экструдируемых полых профилей из пластмасс | 1977 |
|
SU703350A2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Устройство для изготовления гофрированных рукавов из полимеров | 1991 |
|
SU1770147A1 |
| Формующая головка к экструдеру для изготовления армированных труб из термопластов | 1968 |
|
SU317271A1 |
1
Изобретение относится к области переработки пластмасс в изделия методом экструзии.
Известно устройство для изготовления экструдируемых полых профилей из пластмасс, содержащее формующую головку экструдера, дорн и средства для подачи сжатого воздуха в экструдируемый профиль, в котором при пуске устройства конец экструдпруемого профиля загибается, зажимается и служит пробкой, обеспечивающей поддержание давления в полости профиля 1.
Недостатком известного устройства является сложность его применения для труб большого диаметра.
Известен также опорный поршень для экструдируемых полых профилей из пластмасс, содержащий соединенный с дорном формующей головки экструдера тяговый элемент, например цепь, и пробку, назначение которой заключается в поддержании определенного необходимого опорного давления внутри трубы, предупреждающего впадины или другие повреждения в еще мягком материале и прижимающего еще эластичную трубу к охлаждаемой стенке калибрующей насадки. Опорное давление образуется путем введения сжатого воздуха через головку экструдера 2.
Недостатком известной конструкции опорного поршня является то, что при разрыве тяговой цепи опорный поршень под давлением сжатого воздуха внутри трубы с большой силой выталкивался наружу, что нередко приводило к несчастным случаям и повреждениям.
Цель изобретения - повышение безопасности и надежности работы. Достигается указанная цель благодаря тому, что пробка со стороны, противоположной формующей головке экструдера, снабжена клапаном, имеющим меньшую относительно пробки массу и большую опорную поверхность и выполненным с
5 центрирующим конусом, соединенным через кардан и штангу, проходящую внутри пробки, с тяговым элементом. Нри этом штанга клапана может быть смонтирована на направляющих с возможностью перемещения и сиаб0 жена амортизирующей головкой, а пробка может иметь закрепленные на ней со стороны формующей головки экструдера подпружинепиые раздвигающиеся зубцы.
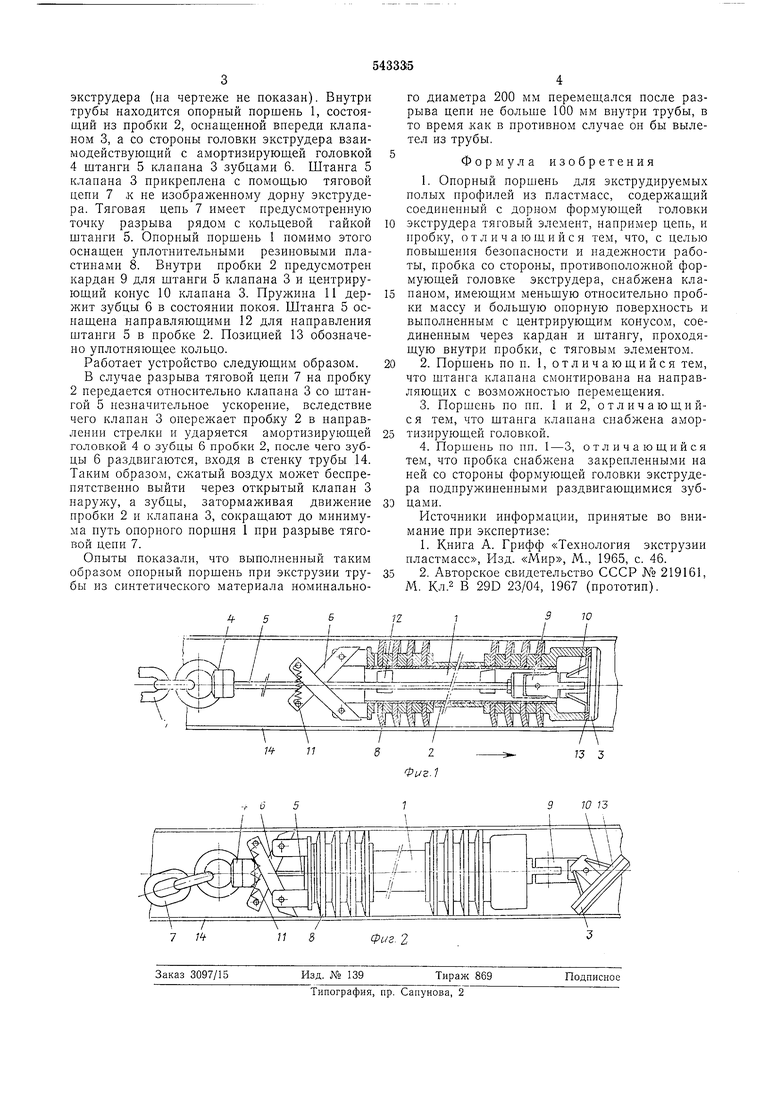
На фиг. 1 изображен опорный поршень в
5 состоянии покоя; на фиг. 2 - опорный поршень в работе.
Изображенная па чертеже труба движется в направлении стрелки, выходя из головки
