(54) ЭЛЕКТРОДНОЕ ПОКРЫТИЕ
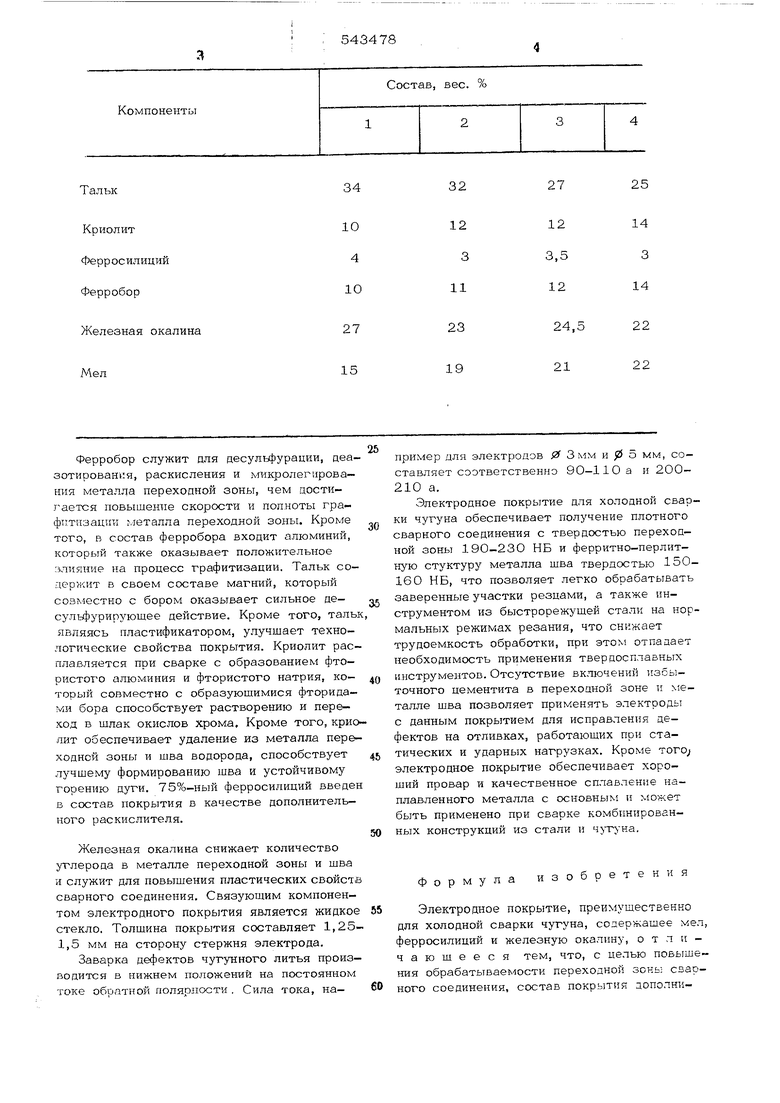
Тальк
Криолит
Ферросилиций
Ферробор
Железная окалина
Мел
25
27
32
14
12 3,5
3
14 12
22
24,5
27 22 21 15
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1995 |
|
RU2113958C1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
| Состав электродного покрытия | 1982 |
|
SU1073052A1 |
| Состав электродного покрытия | 1977 |
|
SU680840A1 |
| Шихта электродной проволоки | 1990 |
|
SU1836204A3 |
| Состав электродного покрытия | 1988 |
|
SU1539030A1 |
| Состав электродного покрытия | 1989 |
|
SU1722755A1 |
| Состав электродного покрытия | 1979 |
|
SU833407A1 |
| Порошковая проволока для сварки чугуна | 1985 |
|
SU1274895A1 |
Ферробор служит для десульфурации, деа зотирован1:я, раскисления и микролегирова- «1я металла перехопной зоны, чем достигается повышение скорости и полноты графитнзацни металла переходной зоны. Кроме того, в состав ферробора входит алюминий, который также оказывает положительное злияние на процесс графитизации. Тальк содержит в своем составе магний, который совместно с бором оказывает сильное десулифурирз юшее действие. Кроме того, таль являясь пластификатором, улучшает технологические свойства покрытия. Криолит рас плавляется при сварке с образованием фтористого алюминия и фтористого натрия, который совместно с образующимися фторидами бора способствует растворению и переход в шлак окислов хрома. Кроме того, крио лит обеспечивает удаление из металла переходной зоны и шва водорода, способствует лучшему формированию шва и устойчивому горению цуги. 75%-ный ферросилиций введе в состав покрытия в качестве дополнительного раскислителя. Железная окалина снижает количество углерода в металле переходной зоны и шва и служит для повышения пластических свойств сварного соединения. Связующим компонентом электродного покрытия является жидкое стекло. Толщина покрытия составляет 1,251,5 мм на сторону стержня электрода. Заварка дефектов чугунного литья производится в нижнем положений на постоянном токе обратной полярности , Сила тока, на- пример для электродов 0 3мм и 0 о мм, составляет соответственно 90-110 а и 200210 а. Электродное покрытие для холодной сварки чугуна обеспечивает получение плотного сварного соединения с твердостью переходной зоны 190-23О НБ и ферритно-перлитную стуктуру металла шва твердостью 150160 НБ, что позволяет легко обрабатывать заверенные участки резцами, а также инструментом из быстрорежущей стали на нормальных режимах резания, что снижает трудоемкость обработки, при этом отпадает необходимость применения твердосплавных инструментов. Отсутствие включений избыточного цементита в переходной зоне и Nseталле шва позволяет применять электроды с данным покрытием для исправления дефектов на отливках, работающих при статических и ударных нагрузках. Кроме того; электродное покрытие обеспечивает хороший провар и качественное сплавление наплавленного металла с основным и может быть применено при сварке комбинированных конструкций из стали и . Формула изобретения Электродное покрытие, преимущественно для холодной сварки чугуна, содержащее мел, ферросилиций и железную окалину, отличающееся тем, что, с целью повышения обрабатываемости переходной зонь; сварного соединения, состав покрытия дополни54345 тепьно содержит тальк, криолит и ферробор, при следующем соотношении компонентов, в вес. %: Тальк25-34 Криолит1О-14 Ферросилиций3- 4 Ферробор10-14 78 6 Железная окалина 22-27 МелОстальное Источники информации, принятые во внимание при экспертизе: 51. Авторское свидетельство СССР № 116644, М., Кл. 21 h ЗО/16, 1956. 2. Батманов В. А. Сварка чугуна, М., Машгиз, 1961, с. 81.
