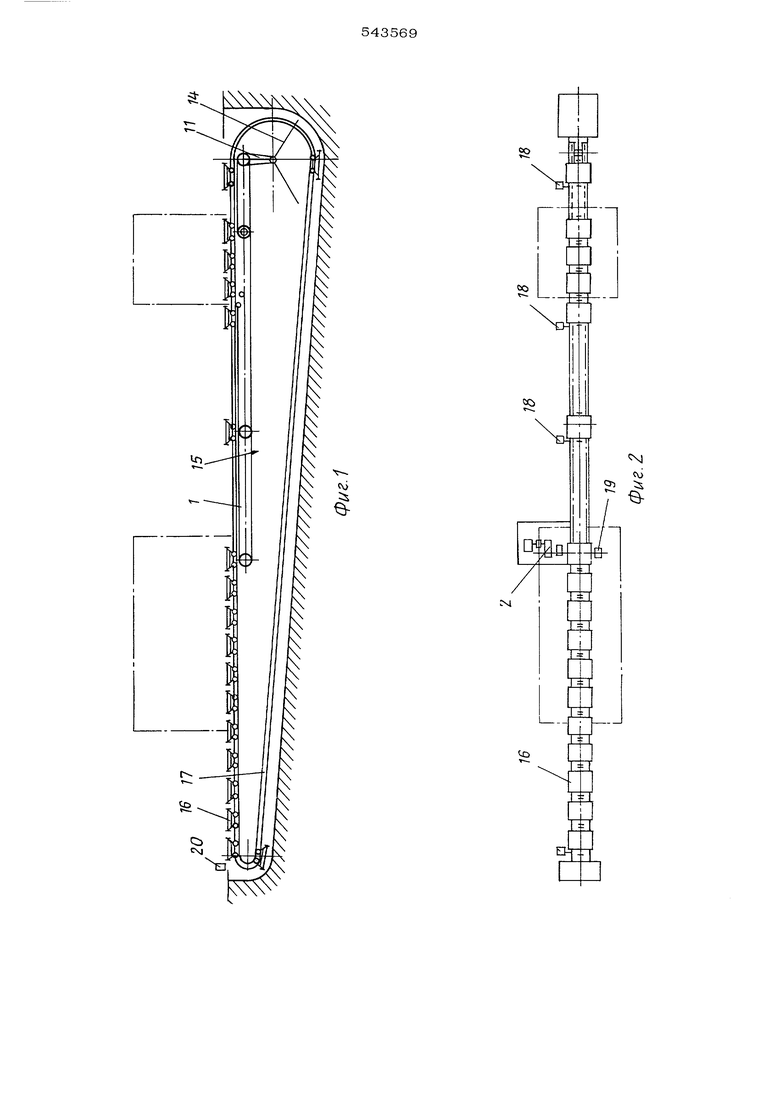
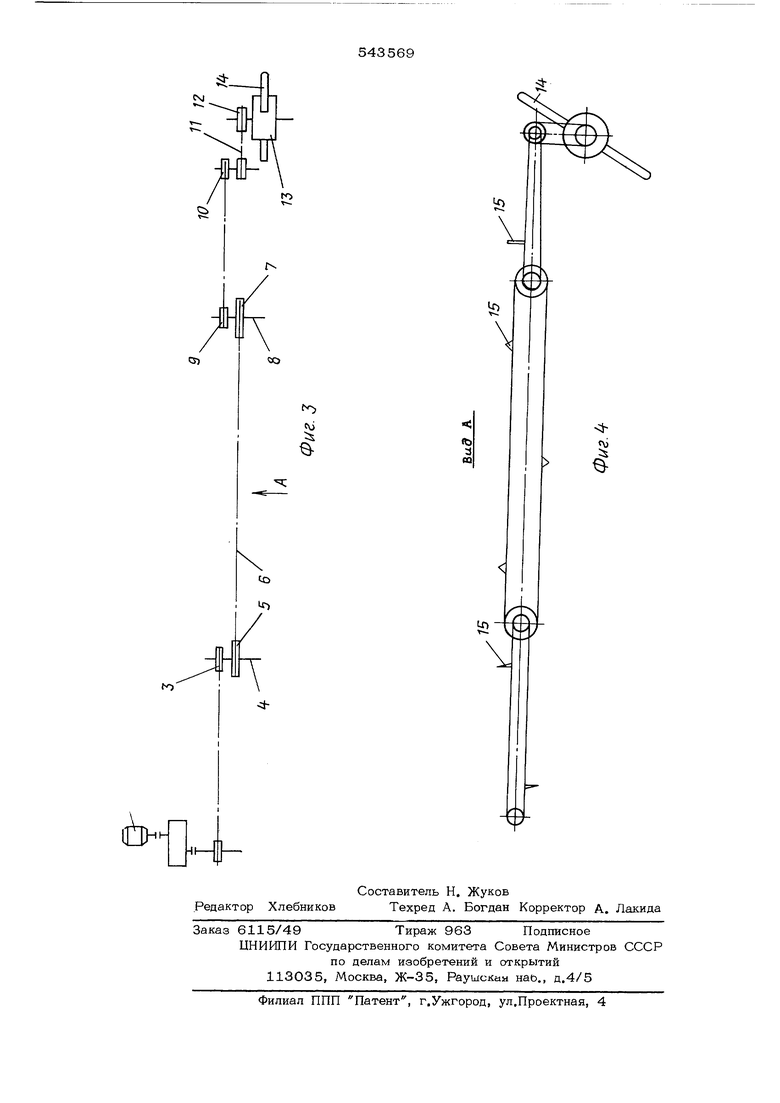
тирована на одной оси 4 ведущей звездочкой 5 цепи 6. Ведомая звездочка 7 цени 6 расположена на одной оси 8 с ведущей звездочкой цепи 9. Ведомая звездочка 10 цепи 9 расположена на одной оси с ведущей звездочкой цепи 11, ведомая звездочка 12 которой приводит во вращение барабан 13 с захватами 14. Цепи 1, 6,9, снабжены толкате- Л51МИ 15, взаимодействующими с буферами тележек 16. Тележки установлены на направ- Ю
ляющих 17, Каждые пары звездочек цепей имеют различные диаметры, что обеспечивает разные скорости перемещения цепей. На позициях обработки изделий установлены остановы 18. Конвейер снабжен также шаговым конечном выключателем 19, отключающим привод 2 и блокирующим устройством 20, установлены на позиции разгрузки.
После пуска конвейера одновременно приводится в движение вся система перемещения. Цепь 1 получает вращение от электропривода 2 и передает его цепи 6, которая приводит в движение цепь 9, а она, в свою очередь, - цепь 11. Барабан 13 с захватам 14 подхватывает тележку 16 и выводит ее на технологическую позицию 1 по направляющим 17, Останов 18 фиксирует ее положение. Толкатель тяговой цепи 9 в это же время перемещает предыдущую тележку с обработанньгм изделием на технологическую позицию 11; если на ней есть тележка, то вновь поступающая тележка своими буферами проталкивает вперед предыдущую тележку до соответствующего останова. Толкатель замкнутой цепи 6 захватывает первую из тележек, находящихся на технологической позиции П , с обработанным изделием и подает ее на технологическую позицию П1, где ее положение фиксирует останов 18. Тележку с изделием, обработанным на позиции1Ц, перемещает толкатель тяговой цепи 1 на по-
зицию IV. На этой позиции вновь прибывшая тележка своими буферами перемещает стоящие перед ней тележки с изделиями до соответствующего останова 18, где происходит съем изделий с тележек. На позиции разгрузки установлено блокирующее устройство 20 задерживающее пуск привода 2 при наличии изделия на последней тележке. Освобожденная тележка по направляющим 17 скатываетвеса и сил инерции движется по наклонному участку направляющих к барабану 13.
Пульс конвейера зависит от шага толкателей цепи, которые, нажимая на выключатель 19, отключают привод 2. Включение конвейера осуществляется при помощи реле времени. Натяжение цепей осуществляется натяжными роликами.
Формула изобретения
Вертикально-замкнутый тележечный конвейер, включающий установленные на направляющих тележки с буферами, выполненны с возможностью взаимодействия с остановами, установленными на направляющих, и тяговый орган с толкателями, огибающий приводные и натяжные звездочки, о т л и чающийся тем, что, с целью обеспечения движения с различными скоростями на разных технологических позициях, конвейер выполнен в виде нескольких замкнутых тяговых органов, связанных между собой звездочками различного диаметра и снабжен механизмом подачи тележек.
Конвейер по п. 1, отличающийс я тем, что, с целью подъема тележек на начальную технологическую позицию, механизм подачи тележек выполнен в виде барабана с захватами. ся в траншею и под действием собственного
Ж
SP
MB
ьо
со
TT
сх
4
to
it
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-замкнутый тележечный конвейер | 1981 |
|
SU982992A1 |
| Агрегат для термообработки стеклоизделий | 1979 |
|
SU872471A1 |
| Тележечный конвейер | 1979 |
|
SU825408A1 |
| ГРУЗОВЕДУЩИЙ КОНВЕЙЕР | 1996 |
|
RU2120906C1 |
| Вертикально-замкнутый конвейер для сушки изделий | 1973 |
|
SU592680A1 |
| Вертикально-замкнутый тележечный конвейер | 1977 |
|
SU745803A1 |
| Устройство для транспортирования крупногабаритных изделий | 1977 |
|
SU686950A1 |
| Привод шаговых перемещений | 1990 |
|
SU1778048A1 |
| Вертикально замкнутый конвейер | 1987 |
|
SU1505847A1 |
| ВЕРТИКАЛЬНО-ЗАМКНУТЫЙ ТЕЛЁЖЕЧНЫЙ КОНВЕЙЕР | 1973 |
|
SU382560A1 |