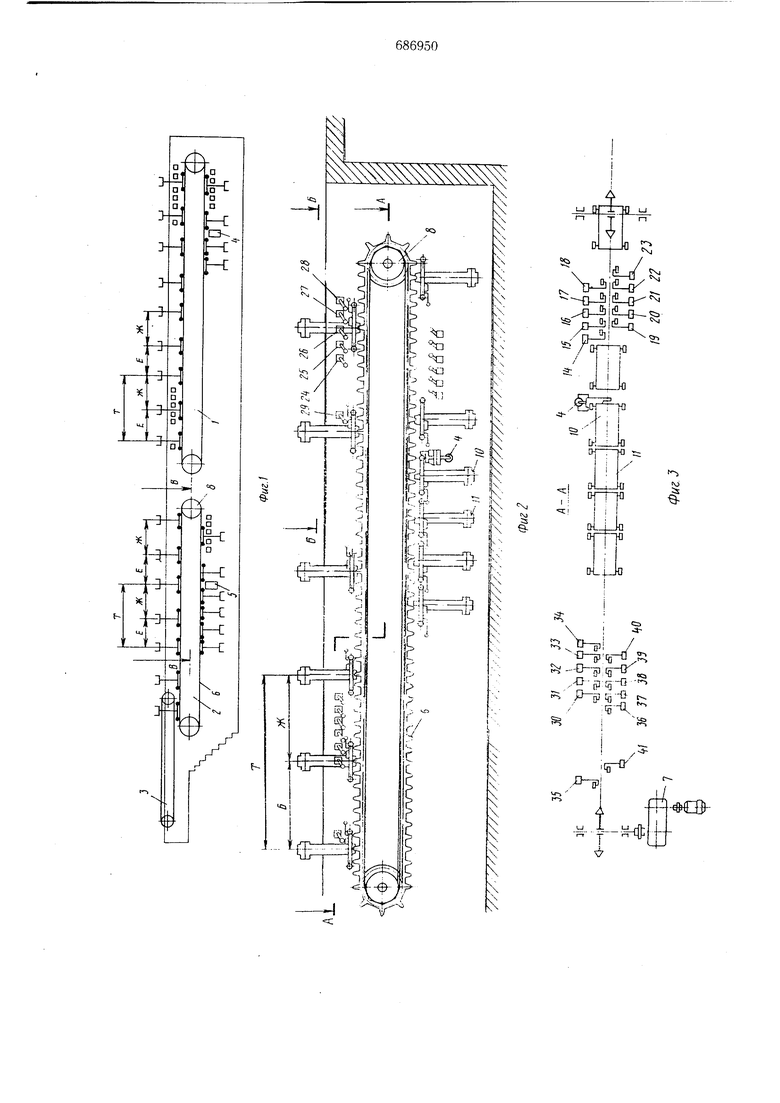
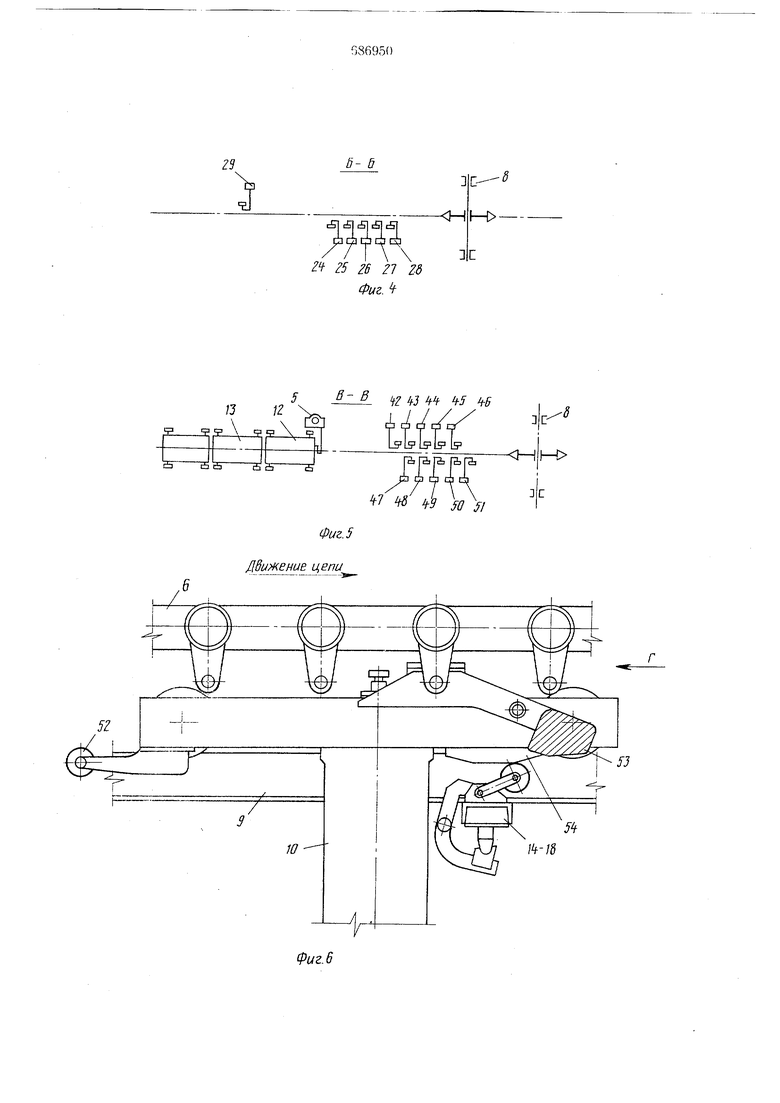
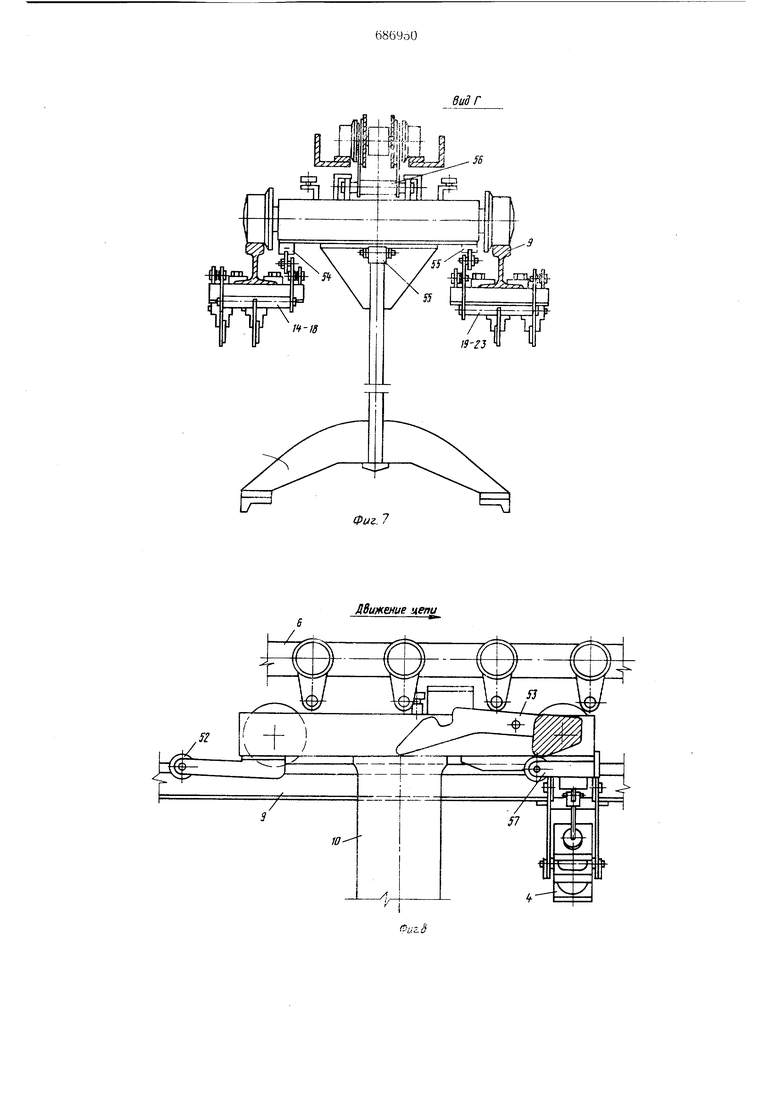
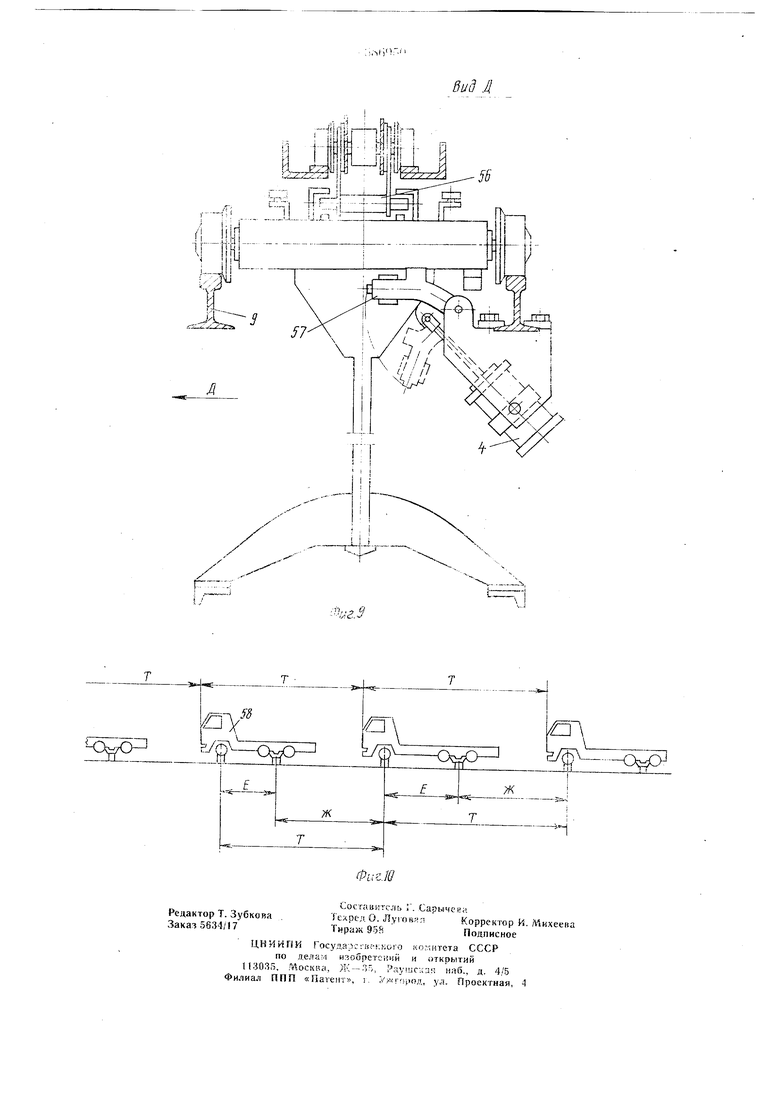
(54) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ чем количество конечных выключателей в каждой грунпе равно количеству типоразмеров транспортируемых изделий. На фиг. 1 ноказани предлагаемое устройство, общий вид; на фиг. 2 - Г1одаюй1ий конвейер, общий вид; на фиг. 3 - разрез на фиг. 2; на фиг. 4 - разрез Б - Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - вид на тележку в момент, воздействия на конечный выключатель устанавливающей группы подающего конвейера; на фиг. 7 - вид но стрелке Г на фиг. 6; на фиг. 8 - вид на тележку в момент на.хождепия ее на нозиции останова подающего конвейера; на фиг. 9 - вид по стрелке D на фиг. 8; на фиг. 10 - схема установки изделий на тележки конвейера по заданным размерам. Устройство содержит подающий 1 и приемный 2 конвейеры и конвейер 3. Подаюииш конвейер снабжен остановом 4, а приемный - остановом 5. Подающий и приемный конвейеры выполнены вертикально-замкнутыми с тяговыми пенями 6, огибаюн1ими приводной 7 и натяжной 8. механизмы. Каждый из них снабжен направляющими 9 для установки на них грузонесущих тележек 10 и 11 подающего конвейера 1 и тележек 12 и 13 приемного конвейера 2. На нижней ветви подающего конвейера 1 в зоне останова 4 расположена устанавливающая группа конечных выключатлей 14-18, взаимодействующая с тележкой 10, и устанавливаюняая группа конечных выключателей 19-23, взаимодействующая с тележкой 11. На верхней ветви подающего конвейера 1 в зоне натяжного механизма 8 расположена группа контролирующих конечных выключателей 24-28, за которой установлен конечный выключатель 29, обеспечивающий включение контролирующих выключателей. В зоне приводного механизма 7 расположены группа считывающих конечных выключателей 30-34, взаимодействующих с тележкой К), конечный выключатель 35, установленный за этой группой и обеспечиваюН1.ИЙ включение ее конечных выключателей, а также группа считывающих конечных выключателей 36-40, взаимодействующая с тележкой 11, и установленный за этой грунной конечный выключатель 41, обеспечивающий ее включение. На нижней ветви приемного конвейера в зоне останова расположена группа исполнительных конечных выключателей 42-46, взаимодействующая с тележкой 12, и группа исполнительных конечных выключателей 47- 51, взаимодействуюн1ая с тележкой 13. Количество выключателей в каждой группе равно количеству типоразмеров изделий, обрабатываемых на конвейерах. Тележки 10-- 13 снабжены роликовыми упорами 52 и поворотными рычагами 53. На тележка. О и .2 установлена линейка 54, причем л 1нейка 54 тележки 10 взаимодействует с одним из выключателей 14 - 18 и с одним из выключателей 30 - 34 и конечными выключателями 29 и 35. Тележка 12 посредством линейки 54 взаимодействует с одним из выключателей 42 - 46. На тележках 1 и 13 установлена линейка 55. Линейка 55 тележки 11 взимодействует с одним из конечных выключателей. 19 - 23, 24 - 28, 36 - 40 и конечным выключателем 41. Тележка 13 линейкой 55 взаимодействует с одним из конечных выключателей Ф7-51. Тяговая цепь 6 снабжена щтырями 56, с которыми взаимодействуют новоротные рычаги 53 тележек 10-13. Остановы 4 и 5 снабжены новоротнымирычагами 57. На тележки 10, 11 и 12, 13 устанавливаются изделия 58. Устройство работает следующим образом. При включении приводного механизма 7 тяговая цепь 6 подающего конвейера 1 приходит в движение. В это время тележки 10-13 находятся на нижних ветвях вертикально-замкнутых конвейеров I и 2 в несценленпом состоянии в зоне остановов 4 и 5. Для выдачи тележек 10 включается останов 4, после чего поворотный рычаг 57 останова 5 опускается вниз и поворотный рычаг захвата 53 тележки 10 сцепляется со щтырем 56 тяговой цепи 6. Сцепленная тележка 10 по направляющим 9 движется в направлении натяжного механизма 8, а тележка 11 отсекается остановом 4 посредством поворотного рычага 57, который становится в исходное положение. Сцепленная тележка 10 линейкой 54 но мере удаления от останова 4 воздействует на устанавливающие конечные выключатели 14 - 18, расположенные на расстоянии требуемых баз (размер Е) собираемого изделия (автомобиля) 58 от тележки 11, находящейся в зоне останова 4. В зависимости от величины базы изделия (автомобиля) срабатывает один из группы устанавливающих конечных выключателей 14-18, который подает команду останову 4 на выдачу очередной тележки 11, место которой занимает след юп1ая тележка. Тележка 11 при своем движении в сторону натяжного механизма 8 воздействует линейкой 55 на устанавливаюпи-ie конечные выключатели 19-23, расположенные на расстоянии размера Ж собираемого изделия от последующей тележки, расположенной в зоне останова 4. В зависимости от величины размера Ж срабатывает один из группы устанавливающих конечных выключателей 19 - 23, который подает команду останову 4 на выдачу очередной тележки с щагом Т от тележки 10.
Гелсжка К) iipoxo;iMi иутяжиое устройство 8. выходит на верхнюю Konneiiepa и движется до конечного ,почате,1я 29 Одновременно тележка 1 1 движется за т лежкой 10 и при выходе на верхнюю конвейера 3 линейкой 55 воздействует на контролируюнгие конечные выключатели 24-28, расноложенные на расетоя1Н1И Е от конечного выключателя 29.
При воздействии линейкой 54 тележки 10 на конечный выключатель 29 линейка 55 тележки 1 1 воздействует на один из группы контролирующих конечных выключателей 24-28 в зависимости от базы (размер II) собираемого изделия (автомобиля) 58. На табло (на чертеже не показано) подается сигнал о том, какой тиноразмер изделия должен быть установлен на тележки 10 и 12. При дальнейн1ем движении в сторону иривода 7 тележка 10 линейкой 54 воздействует на конечный выключатель 35, минуя счить1ваюн1ую грунну ; онечных выключателей да-34, а тележка 11 линейкой 55 воздествует на групну считываюнхих конечных выключателей 36-40, расноложенны.х на расстоянии базы размер Е) собираемо1о автомобиля 58 от конечного выключателя 35. При дальнейшем движении тележка 8 воздействует линейкой 55 на/конечный выключатель 41, а следующая за ней тележка воздействует на считывающую группу конечных выключателей 30 - 34, расположенных на расстоянии Ж от конечного выключателя 41.
11 при дальнейн1ем двиТележки 10 и на нижнюю ветвь подаюженин опускаются Hiero конвейера
и наканливаются в зоне останова 4 для повторения цикла, а собираемое изделие (автомобиль) 58 передается на приемный конвейер 2 посредством монорельсовой дороги или подвесным толкаюн1.им конвейеро.м (на чертеже не показаны). В момент передачи собираемого автомобиля на конвейер 2 начинает работать останов 5, и тележка 12 сценляется с тяговой цепью 6. Сцепленная тележка 12 двиАется в направлении натяжного устройства 8 и взаимодействует линейкой 54 на однн из исполнительных конечных выключателей 42-46, расположенных на расстоянии раз.мера ба:.ы (Е) собираемого автомоби„тя 58 от тележки-1.3, расположенной в зоне останова 5, которая после выхода тележки 12 заняла ее место. В зависимости от величины базы изделия (автомобиля) срабатывает один из группы исполнительных конечных выключателей 42-46, который подает команду останову 5 на выдачу очередной тележки 13. Тележка 13 движется в сторону натяжного устройства 8 и взаимодействует с группой исполнительных конечных выключателей 47-51, расположенных на расстоянии Ж собирае.мого изделия (автомобиля ) от ЮС.ЮДЧЮЩСИ
: (;;. рагноложенной ,в оне останова 5. 13 ;,;ГЛ1С1;мости от iif.iiKMiiiibi jia.o;epa Ж срабатывает один из
рх НП1)1 исп1Л1нител1.и:ых конечных вы ключаTt.,Teii 47-,11. который дас1 команду оста- с, нову 5 на выпуск очередной тележки с шаIOM Т от тележки 12. Команда для получения расстояния базы (размер Е) собираемого изде.тия (автомоби,1я) на конвейер 2 поступает от Ipxiiiibi считывающих конечных выключателей 36--40 но;1аюп1его конвейера I при включении конечного выключателя 35 и нередается на группу исполнительных конечных вьгключателей 42-46, а команда для получения размера Ж на конвейер 2 поступает от группы считывающих конечных выключателей 30-34 при включе1П1И конечного выключателя 41 и передается на групну ис11олните,1ьн1 1 конечных выключателей 47---51. Тележкн 12,13 и последующие проходят натяжное устройство 8 конвейера 2, выходят на его верхнюю ветвь и транспортируют собираемое изделие (автомобиль). По окончании сборки изделия (автомобиля) тележки 12, 13 и последующие спускаются на вегвь конвейера 2, а изделие (автомобиль) переходит для да,тьнейи его трансно Угирова1П1я на конвейер 3. Тележки 12, 13 и носледующие собираются в зоне останова для последующей работы.
Формула изобретения
Устройство д.чя тпанспоргирова1Н1я крупногабаритных из дел и ii. преимущественно автомобилей в процессе их сборки, содержащее подаюпгий вертикально-замкнутый тележечный конвейер, включающий в себя замкнутую тяговую цепь и грузонееущие тележки, свободно перемен1аемые по направляющим, снабженные .механизмами их сцепления с и взаимодействующие с остановом, закрепленным на конвейере, отличающееся тем, что, с целью повышения надежности в работе устройства путем точной установки пзде,тй в процессе их обработки, оно снабжено приемным тележечным конвейером, также включающим в себя замкнутую тяговую цепь,и сцепляемые посредством останова с носледней гфузонесущие тележки, нрн этом подающий конвейер снабжен двумя группами установочных конечных выключателей, расположенных на направляющих нижней ветви конвейера в зоне останова, из которых выключатели одной группы взаимодействуют с первой по ходу конвейера тележкой, а выключатели другой грунны - со следующей группой контролирующих конечных выключателей, расположенных на направляющих в начале верхней ветви конвейера, и установленным за ними конечным выключателем, обеспечивающим выключение контролирующих выключателей, а также двумя группами считывающих конечных выключателей, расположенных на направляющих в конце верхней ветви конвейера, и установленными за ними двумя конечными выключателями, обеспечивающими включение последних, из которых одна группа и один выключатель взаимодействуют с первой по ходу конвейера тележкой, а другая группа и другой выключатель - со следующей, а приемный конвейер снабжен двумя группами исполнительных конечных выключателей, расположенных на направляющих нижней ветви конвейера в зоне останова, управляющих считывающими конечными выключателями подающего конвейера, причем количество конечных выключателей в каждой группе равно количеству типоразмеров транспортируемых изделий.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 345068, кл. В 65 G 17/16, 1971.
ШЗТй
I
И ;:
tNj «Nj
fi-Q- i
,.,.)J)I (}
Si
CD ctOl
pqf-u i4
04
..T jp:rq-0 -ru НП & r
1-ЧЛ I
,i
-i -L
-74. тгТ
23
S- 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| Горизонтально-замкнутый тележечный конвейер | 1982 |
|
SU1027105A1 |
| Вертикально-замкнутый тележечный конвейер | 1977 |
|
SU745803A1 |
| Поточно-механизированная сборочнаялиНия | 1978 |
|
SU804548A1 |
| Тележечный конвейер | 1982 |
|
SU1041443A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| Вертикально-замкнутый накопительный конвейер | 1985 |
|
SU1399230A1 |
| Вертикально-замкнутый тележечный конвейер | 1974 |
|
SU543569A1 |
| Вертикально-замкнутый тележечный конвейер | 1981 |
|
SU982992A1 |
| Устройство для пакетирования штучных изделий | 1987 |
|
SU1654179A1 |
cSl c5 1 c5|
7Л
25 26 21 Z6
0 /Z
о
. s; ФУ p
5s
as
Фиг. 5 Движение цепи
Фиг.
H
1-I
pppi pp
ta a Ф CD ca
w Л/
Фиг. 7
Движение
У
51
-7/Ч /У: //// / 4iA
4X
J:w J:л
GY
1 ,,
J
h,
