(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО МНОГОКОМПОНЕНТНОГО ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ В СМЕСИТЕЛЬНЫЕ МАШИНЫ
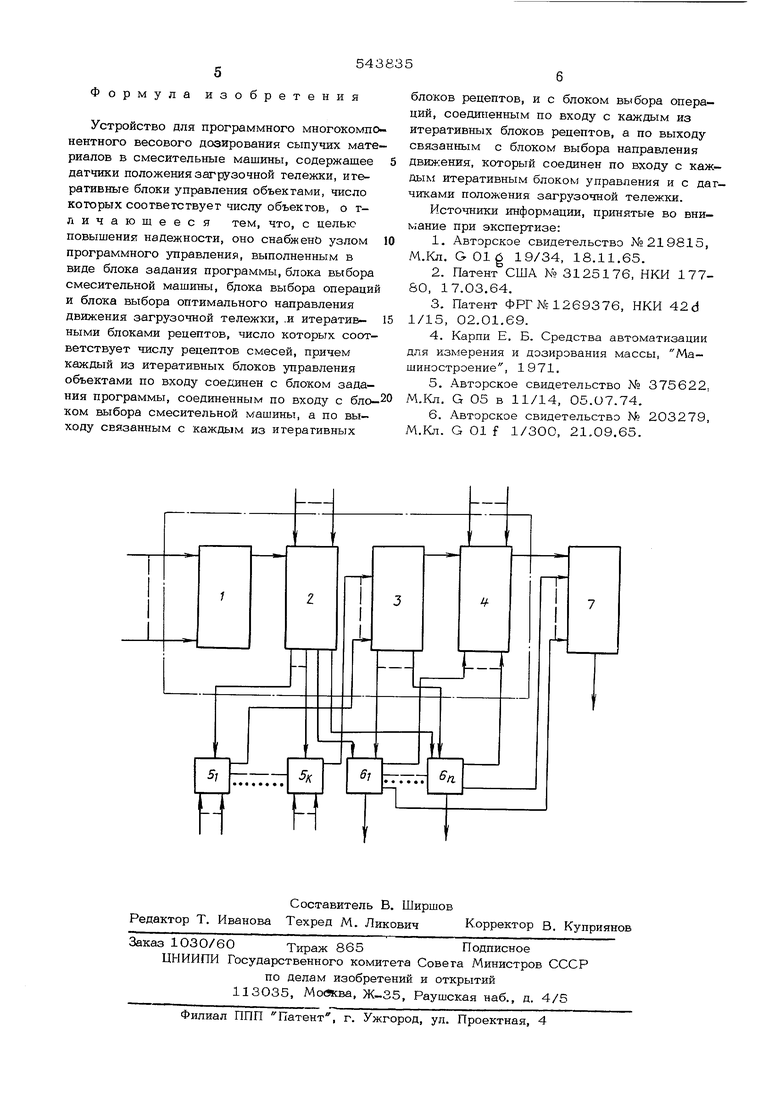
сительной машины, блока выбора операций и блока выбора оптимального направления движения загрузочной тележки и итеративными блоками рецептов, число которых соответствует числу рецептов, причем каждый из 5 итеративных блоков управления объектами по входу соединен с блоком задания программы, соединенным по входу с блоком смесительной машины, а по выходу - с каждым из итеративных блоков рецептов, и с блоком выбора опе-ю раций, соединенным по входу с каждым из итеративных блоков управления и с датчикам положения загрузочной тележки. На чертеже изображена блок-схема устройства. Устройство содержит узел программного управления I, который с остоит из блока 1 выбора смесительной машины (на чертеже не показана, блока 2 задания программы, блока 3 выбора операций и блока 4 выбора оптимального направления движения загрузочной тележки, итеративные блоки 5| рецептов, число к которых соответствует числу рецептов смесей, итеративные блоки 6 управления объектами, число И которых соответствует числу управляемых объектов, и блок 7 управления загрузочной тележкой. Вход блока 1 подключен к датчикам состояния смесительных машин (на чертеже не показаны а выход соединен с блоком 2, к входам которого подключены также датчики уровня материалов в бункерах (на чертеже не показаны;. Выходы блока 2 соединен со всеми блоками 5 и блоками 6. Каждый из блоков 5 соединен с датчиками веса (на чертеже не показаны. Выходы блоков 6 подключены к блоку 7 управления загрузочной тележкой и к исполнительным механизмам объектов-бункеров и смесительных машин (на чертеже не показаны). Входы блока 3 связаны с выходами блоков 5, а выходы подключены к блокам 6 и блоку 4. Вход блока 4 соединен также с датчиками положения объектов (на чертеже не показаны а выход подключен к блоку 7 Устройство работает следующим образом В блок задания программы вводят сведе- ния о том, по какому рецепту работает каждая из смесительных машин, какие бункеры и смесительные машины готовы к работе, т. е. не находятся в ремонте, какие фракции необходимо дозировать по каждому из ре- цептов. Кроме того, в блок 2 поступают си налы с датчиков уровня бункеров, и, если в бункере нет необходимого для дозирования количества материала, блок 2 исключает ег из работы.
Сигналы о необходимости загрузки смесительных машин поступают с датчиков состояния машин на блок 1 выбора смесительной машины, который выдает сигнал загружать одну из готовых к загрузке машин и только после окончания загрузки начинает поиск следуюяюй из свободных машин.
Блок 2 задания программы, получив скг- нал от блока 1 и сравнив его с имеюшейся информацией о том, по какому рецепту долхша работать загружаемая машина , подключает необходимый блок 5 рецепта, который выдает информацию блоку 3 выбора операций, какие операции необходимо осушвствлять для дозирования по данному рецепту. Блок 3 выдает команду на осуществление первой из операций, г. е. подключает итеративные блоки 6, управляющие бункерами с материалом, который необходимо сдозировать первым, и одновременно выдает сигнал блоку 4 выбора направления движения, который на основаниях информации, полученной с датчиков положения о том, где находится загрузочная тележка, и информации, полученной с итеративных блоков 6 о том, к каким объектам можно двигаться, дает сигнал блоку 7 управления тележкой двигаться к ближайшему из необходимых бункеров, при достижении которого блок 7 получает сигнал с итеративного блока 6 управления данным бункером на остановку и открывание весового бункера. Получив подтверждение об открывании весового бункера, итеративный блок 6 управления дает команду на стыковку и на открывание шибера данного бункера. Материал начинает поступать в весовой бункер. После набора первой дозы блок 5 рецепта выдает команду блоку 3 выбора операций осуществлять следующую операцию. Блок 3 выдает команду соответствующему блоку 6 на закрывание шибера бункера и подключает блоки б, управляющие бункерами, в которых находитч я материал для следующей дозы, и т. д. Получив команду от блока 5 на выгрузку, блок 3 выбора операций подключает блок 6 управления смесительной машиной, подлежащей загрузке. Работа устройства при загрузке смесительной машины аналогична работе при загрузке тележки. Устройство позволяет осуществлять дозирование по любому количеству рецептов при любых количествах сортовых бункеров и обслуживать любое количество смесительных машин без изменения схемы, изменяя только количество итеративных блоков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом приготовления смесей | 1976 |
|
SU653598A1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2007 |
|
RU2365539C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2028979C1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361190A1 |
| Устройство для автоматического взвешивания и порционного дозирования | 1976 |
|
SU619804A1 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1978 |
|
SU768758A2 |
| Программное устройство обслуживания коксовых печей и затворов угольной башни | 1980 |
|
SU887619A2 |
| Система весового многокомпонентного дозирования | 1991 |
|
SU1813206A3 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 1997 |
|
RU2172722C2 |
| Устройство для автоматического управления процессом загрузки бункеров фосфорной печи | 1981 |
|
SU1006474A1 |
