(54) ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУШШАНИЯ КОКСОВЫХ ПЕЧЕЙ К ЗАТВОРОВ УГОЛЬНОЙ БАШНИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Программное устройство очередностиОбСлужиВАНия КОКСОВыХ пЕчЕй и зАТВОРОВугОльНОй бАшНи | 1979 |
|
SU802352A1 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1978 |
|
SU768758A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1981 |
|
SU998489A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU691481A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU684057A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1983 |
|
SU1110795A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU653285A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU691480A2 |
| ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ | 1972 |
|
SU360358A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361190A1 |
1
Изобретение относится к области коксохимического машиностроения, в частности к программным устройствам очередности обслуживания коксовых мапшн и затворов угольной башни.
По основному авт.св. №360358 известно программное устройство очередности обслуживания коксовых печей и затворов угольной башни, обеспечивающее автоматическую координацию перемещения загрузочной машины по верху коксовой батареи при обслуживании рядов затворов угольной башни и коксовых печей в требуемой технологической последовательности, а также объединяющее работу всех автоматизированных групп технологических механизмов загрузочной машины в единый автоматический цикл.
Особенностью известного устройства является то, что в заданное место остановки загрузочная машина вьгоодится автоматически путем отсчета меток пути, и для остановки машины с заданНОЙ точностью по оси этого места из командного блока программного устройства в автоматизированную группу электропривода передвижения машины предварительно выдается команда на торможение (для снижения скорости передвижения машины перед центровкой ее по оси заданного места остановки). Причем команда на торможение из командного блока вьщается всегда за
10 постоянное (независящее 1Ш от каких условий ) число печных шагов до заданной печи. Это число печных шагов определено Конструкцией командного блока и является величиной постоян15ной, т.е. известное устройство имеет жесткую программу и рассчитано на то, что в любых случаях величина тормозного пути углезагрузочной машины остается ( или поддерживается
20 постоянной.
Однако (как показал опыт эксплуатации ) в связи с тем, что углезагрузо ная машина работает на верху коксовой батареи под открытым небом, величина ее тормозного пути не является величиной постоянной. На нее существенно влияют такие факторы, как знакопеременные ветровые нагрузки, уклоны рельсового пути, состояние поверхности рельса (рельс сухой или мокрый, наличие угольной пыли или капель смо.пы на рельсах и так далее, т.е. величина тормозного пути машины изменяется с изменением момента статических сопротивлений движению и с изменением коэффициента сцепления ходовых колес машины с рельсом.
При незначительных изменениях указанных факторов величина тормозного пути машины стабилизируется за счет, обратных связей в автоматизированной группе электропривода.передвижения машины, а при существенных изменениях загрузочная машина в автоматическом режиме управления или далеко не доходит до заданного места или переходит его. Это приводит к потерям машинного времени или к сбою в режиме работы загрузочной машины по программе, а в итоге ведет к снижению ,про15зводительности машины.
Целью изобретения является повышение надежности автоматического вывода загрузочной машины в заданное место.
Цель достигается тем, что основно изобретение по авт.св. №360358 дополнительно содержит устройство корректировки задания величины тормозного пути, смонтированное в командном блоке между узлом вьщачи команды на торможение и узлом фиксации отсчета меток пути.
Введение в основное изобретение устройства корректировки задания величины тормозного пути позволяет изменять, задание величины тормозного пути при изменениях климатических воздействий на загрузочную машину и, тем самым, повысить надежность автоматического вывода машины в заданное место.
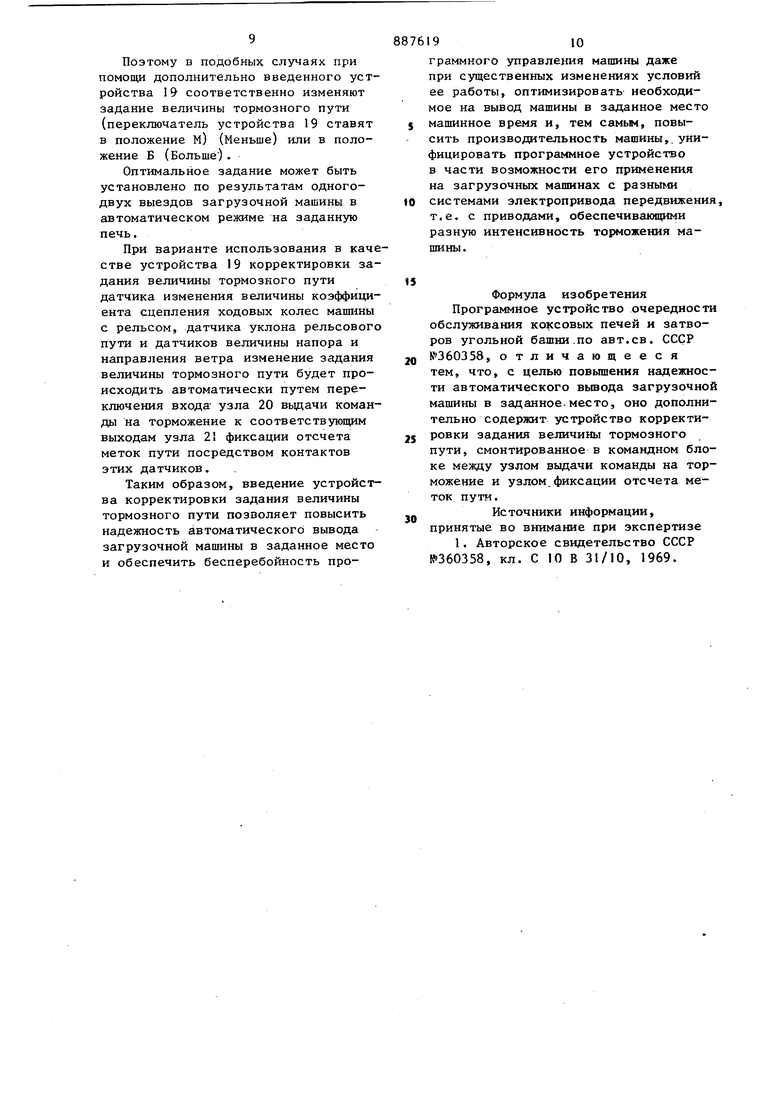
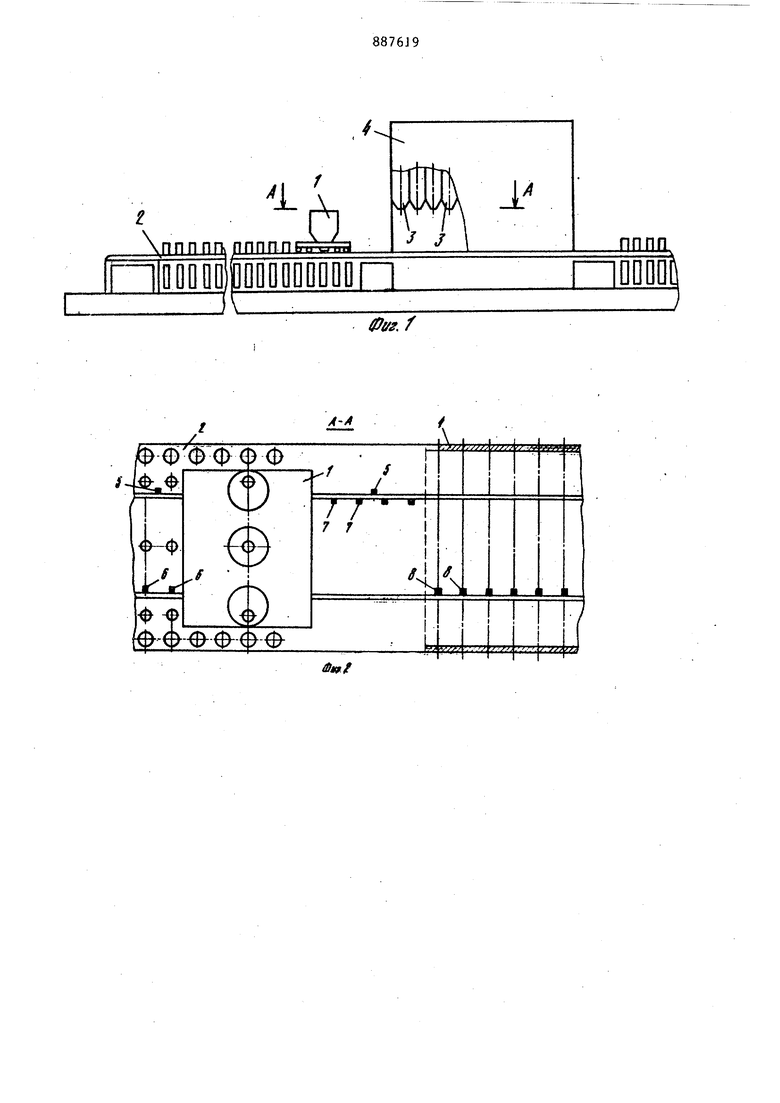
На фиг. 1 представлена схема устройства с видом на блок коксовых батарей и частичным продольным разрезом угольной башни; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - блоксхема программного устройства.
Программное устройство установлено на загрузочной машине 1, которая обслуживает верх коксовой батареи 2
и ряды затворов 3 угольной башни 4, расположенной между двумя коксовыми батареями. Угольная башня 4 имеет, например, восемь рядов затворов 3,
; из которых первые четыре ряда предназначены для наполнения бункеров машины 1 шихтой, подлежащей выгрузке в печи коксовой батареи 2, находящейся слева от угольной башни. совая батарея 2 условно разбита на участки - по десять печей на каждом участке.
В начале каждого такого участка, вдоль рельсового пути установлены
15 метки 5, а по оси каждой коксовой печи установлены метки 6. Под угольной башней 4 вдоль рельсового пути установлены метки 7 начала тормозных участков к каждому ряду затворов, а
2Q по оси каждого ряда затворов 3 установлены метки 8.
Программное устройство 9 (фиг.З содержит задатчик 10 очередного обслуживания коксовых печей и рядов затворов угольной башни, включающий
в себя задающее устройство 1 очередности обслуживания участков коксовой батареи, задающее устройство 12 очередности обслуживания печей на одном
jg участке коксовой батареи и задающее устройство 13 очередности обслуживания рядов затворов 3 угольной башни 4. Устройство 9 содержит также счетчик 14 меток, состоящий из считывающего устройства 15 меток 5, считывающего устройства 16 меток 6 И считывающего устройства 17 меток 7 и меток 8, командный блок 18 с устройством 19 корректировки задания величины тормозного пути, включенным в разрыв связи между узлом 20 выдачи команды на торможение и узлом 21 фиксации отсчета меток пути, запоминающее устройство 22, импульсно связанное с автономным программным устройством 23 набора шихты, с автономным программным устройством 24 обслуживания стояков коксовой печи и с автономным программным устройством 25 загрузки шихты в коксовую печь, имосвязанным с устройством 26 связи с коксовыталкивателем.
Командный блок 18 импульсно связан с автономными программными устройствами 23, 24 и 25 и автоматизирован.5S ным приводом 27 механизмов передвижения загрузочной машины, на один из входов которого включено устройство 28 контроля точности установки загрузочнон машины по оси заданного места остановки. В качестве дополнительно вводимо устройства 19 корректировки задания величины тормозного пути для автома тической корректировки могут быть использованы, например, датчики на правления и напора ветра совместно с датчиками- величины коэффициента сцепления ведущих колес загрузочной машины с рельсом и датчиками уклона рельсового пути, а для ручной корректировки может быть использован, например, универсальный кулачковый переключатель типа ПКУ-3-12. Программное устройство работает следующим образом. {Работу устройст ва рассмотрим на примере варианта с ручной корректировкой задания вели чины тормозного пути машины). В зависимости от климатических воздействий на загрузочную машину 1 с помощью устройства 19 устанавлива ют соответствующее задание величины тормозного пути машины. Например, при безветренной погоде и сухих рель сах переключатель устройства 19 ста,вят в положение Н ( Нормально и включают загрузочную машину 1 в режим работы по программе. После набора шихты под заданным рядом затворов 3 угольной башни 4 в бункер загрузочной машины 1 по сигна лу из автономного программного устройства 23 в запоминающее устройство .22 последнее выдает команду в задающее устройство 13 на изменение задания очередного ряда затворов, а в командный блок 18 вьщает информацию определяющую направление движения загрузочной машины 1. По команде из команднр1-о блока 18 в автоматизированный привод 27 загру зочная машина 1 движется в сторону коксовой печи, подлежащей загрузке. Поиск заданной печи осуществляется путем отсчета Меток 5 и 6 счетчиком 14 и сравнения фактического отсчета с заданием задатчика 10. При движении загрузочной машины по верху коксовой батареи 2 первона чально происходит отсчет меток 5 считывающим устройством 15. После совпадения фактически отсчитанного числа меток 5 с заданием задающего устройства 11 из считывающего устройства 15 в считьшающее устройство 16 вьщается разрешение на отсчет меток 6. После совпадения фактичес19Акого отсчета меток 6 с заданием .задающего устройства 12 (это совпадение наступает после отсчета метки 6, расположенной на оси печи, находящейся от подлежащей загрузке печи на расстоянии, равном максимальному тормозному пути загрузочной машины, т.е. тормозному пути машины при самых неблагоприятных условиях функция отсчета меток 6 передается командному блоку 18..При отсчете командным блоком 18 метки 6, расположенной на оси печи, находящейся от подлежащей загрузке печи на расстоя1ши, равном величине тормозного пути, заданного устройством 19, через соответстсующие контакты узла 21 фиксации отсчета меток пути и устройства 19 корректировки задания величины тормозного пути включается узел 20 выдачи команды на торможение При этом в автоматизированный привод 27 вьщается команда на торможение. В процессе торможения загрузочной машины 1 продолжается отсчет меток 6 посредством командного блока 18. После отсчета метки 6, расположенной на оси заданной печи, из командного блока 18 в автоматизированный привод 27 выдается команда на переход в режим ползучей скорости и на центровку. Автоматическая центровка загрузочной машины 1 по оси заданной печи происходит по сигналам, поступающим из устройства 28 в автоматизированный привод 27. После окончательной остановки загрузочной машины 1 по команде из-командного блока 18 в автономную программу устройства 25 включается (при наличии сигнала на разрешение загрузки этой печи, поступающего от машиниста коксовыталкивателя в автономную программу устройства 25 посредством устройства 26 связи) автоматика выгрузки шихты из бункеров машины в коксовую печь. Одновременно по сигналу из автономной программы устройства 25 в автономную программу устройства 24 происходит закрьшание крышек стояков и открывание кранов пароинжекции на загружаемой печи. После выгрузки заданного объема шихты из автономной программы устройства 25 через устройство 26 связи в коксовыталкиватель поступает сигнал о начале планирования шихты в камере загружаемой печи. После окончания планирования шихты из коксовыталкивателя через устройство 26 в автономную программу устройства 25 поступает команда HI окончание процесса загрузки печи. При этом закрьюаются краны .пароинжек ции, а из автономной программы устро ства 25 в запоминающее устройство 22 поступает информация об окончании процесса выгрузки шихты из бункеров машины 1. По сигналу из запоминающего .устройства 22 в задающее устройство 12 происходит изменение задания очередной печи, подлежащей обслуживанию. Одновременно из устройства 22 в командный блок 18 поступает информация, определяющая направление движения загрузочной машины 1. При этом из командного блока 18 в автоматизированный привод 27 выдается команда на перемещение загрузочной машины 1 .к печи, подлежащей подготов ке к выдаче готового кокса. Поиск этой печи происходит путем отсчета меток 6 узлом 21 фиксации данной печи из командного блока 18 в автоматизированный привод 27 выдается команда на переход в режим ползу- . чей скорости и на центровку. Автома тическая центровка по оси этой печи прсЛ1сходит так же, как и по оси печи подлежащей загрузке. После окончательной остановки загрузочной машины 1 по команде из командного блока 18 в автономную программу устройства 24 Включается автоматика обслуживания стояков. При.этом на подготавливаемой к выдаче печи открьшаются крышки стояков. После завершения этой операции из автономной программы устройства 24 в запоминающее устройство 22 поступает сигнал и это устройства выдает в командный блок 18 информацию, определяющук) дальнейшее направление движения загрузочной машины 1. Из командного блока 18 в автоматизированный привод 27 выдается команда на перемещение загрузочной машины 1 в сторону угольной башни 4 под очередной ряд затворов 3. Поиск заданно-го ряда затворов осуществляется путем отсчета меток 7 и 8 счетчиком 14 и сравнения фактического отсчета с заданием задатчика 10. Первоначаль но происходит отсчет меток 7 считывающим устройством 17. После совпадения фактически отсчитанного числа меток 7 с заданием.в устройстве 13 из считывающего устройства 17 через командньй блок 18 в автоматизированный привод 27 выдается команда на 9 . . 8 торможение и одновременно разрешается отсчет меток 8. Отсчет меток 8 считывающим устройством 17 происходит в процессе торможения загрузочной машины. После отсчета заданного числа меток 8 по сигналу из считывающего устройства 17 командный блок 18 выдает в автоматизированный привод 27 команду на .переход в режим ползучей скорости и на центровку. Автоматическая центровка загрузочной машины 1 по оси заданного ряда затворов угольной башни 4 происходит так .же, как и по оси заданной печи. После окончательной остановки загрузочной машины 1 по оси заданного ряда затворов 3 угольной башни 4 по команде из командного блока 18 в автономную программу устройства 23 включается автоматика процесса набора шихты в бункере машины. После окончания процесса набора шихты по сигналу из автономной программы устройства 23 в запоминающее устройство 22 последнее вьщает в задающее устройство 13 команду на изменение задания очередного ряда затворов, а в командный блок 18 информацию, определяющую направление движения загрузочной машины. После этого происходит поиск очередности печи, подлежащей загрузке, выгрузке шихты из бункеров машины в камеру коксования этой печи, поиск печи, подготовляемой к вьщаче кокса,- открывание на ней крышек стояков и возврат загрузочной машины к угольной башне под очередной ряд затворов для набора шихты, т.е. повторяется автоматизированный цикл работы загрузочной машины. В случаях существенного изменения условий работы (например, сильный встречный или попутный ветер, дождь или снег и так далее) загрузочная машина 1 при указанном задании -величины Тормозного пути в автоматическом режиме управления будет не доходить (например, на один-два печных шага) или переходить.печь, подлежащую загрузке,. При этом (в лучшем случае) загрузочная машина будет дотягиваться до этой печи -в режиме ползучей скорости, что приведет к увеличению машинного времени, необходимого на установку машины по оси заданной печи, и, значит, приведет к снижению производительности машины.
Поэтому в подобных случаях при помощи дополнительно введенного устройства 19 соответственно изменяют задание величины тормозного пути (переключатель устройства 19 ставят в положение м) (Меньше) или в положение Б (Больше ) .
Оптимальное задание может быть установлено по результатам одногодвух выездов загрузочной машины в автоматическом режиме на заданную печь.
При варианте использования в качестве устройства 19 корректировки задания величины тормозного пути датчика изменения величины коэффициента сцепления ходовых колес машины с рельсом, датчика уклона рельсового пути и датчиков величины напора и направления ветра изменение задания величины тормозного пути будет происходить автоматически путем переключения входа- узла 20 вьщачи команды на торможение к соответствующим выходам узла 21 фиксации отсчета меток пути посредством контактов этих датчиков.
Таким образом, введение устройства корректировки задания величины тормозного пути позволяет повысить надежность автоматического вывода загрузочной машины в заданное место и обеспечить бесперебойность программного управления машины даже при существенных изменениях условий ее работы, оптимизировать необходимое на вывод машины в заданное место
машинное время и, тем самым, повысить производительность машины,, унифицировать программное устройство в части возможности его применения на загрузочных машинах с разньп1Ш
системами электропривода передвижения, т.е. с приводами, обеспечивающими разную интенсивность торможения машины.
Формула изобретения Программное устройство очередности обслуживания коксовых печей и затворов угольной башни,по авт.св. СССР
№360358, отличающееся
тем, что, с целью повышения надежности автоматического вывода загрузочной машины в заданное.место, оно дополнительно содержит устройство корректировки задания величины тормозного
пути, смонтированное в командном блоке между узлом выдачи команды на торможение и узлом, фиксации отсчета меток пути.
Источники информации.
принятые во внимание при экспертизе
u.
и
пдшии а
OOQQD
ФФ
ф
/
7 7 I
7 7I
ф
./
-ф
ipfff,f
П
/.
la.Jii-11-
,u
