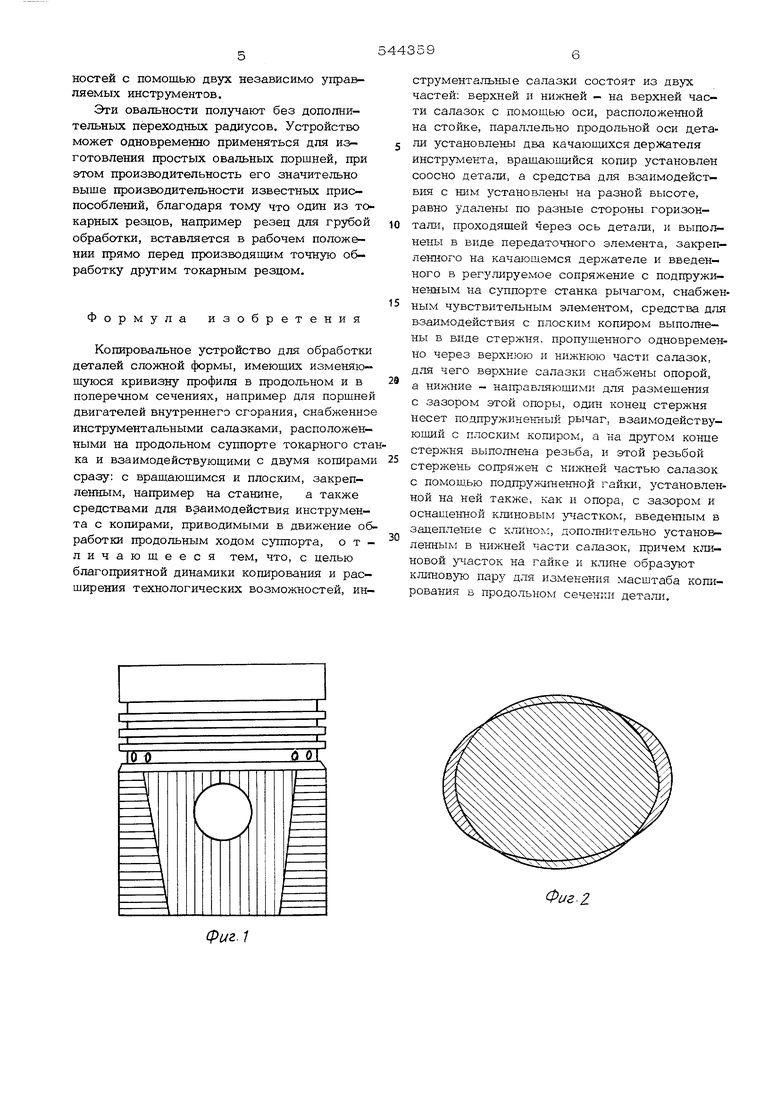
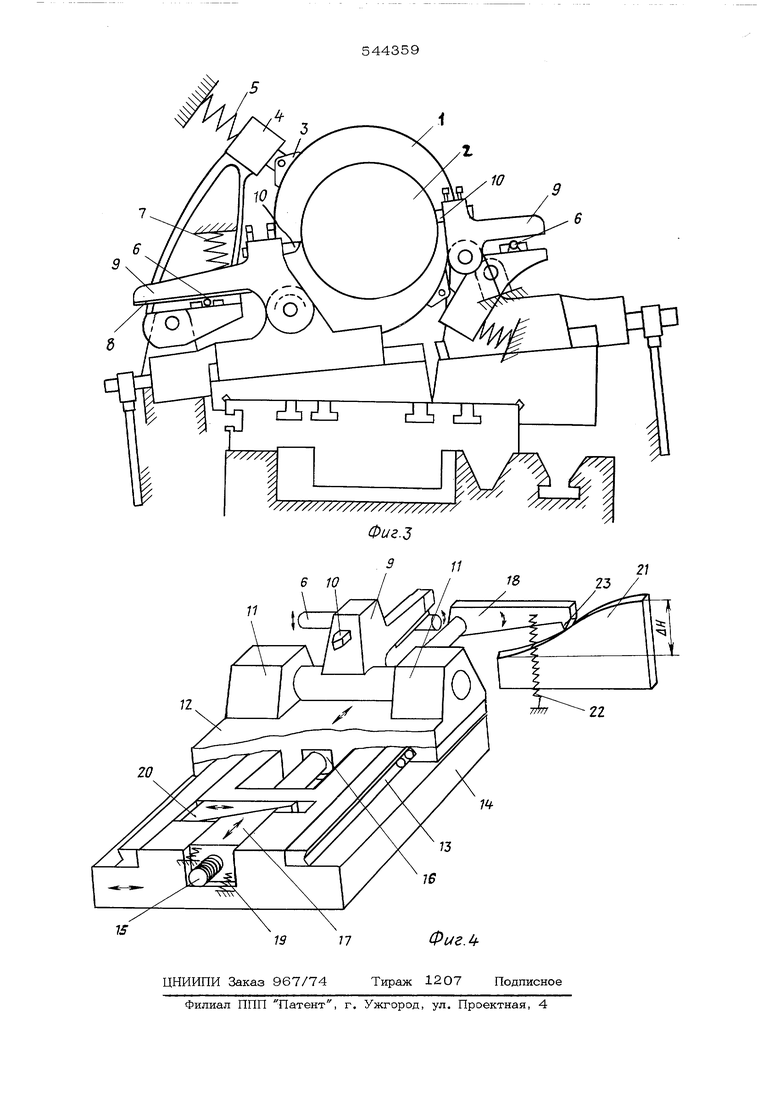
(54) КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ СЛОЖНОЙ ФОРМЫ ОБРАБОТКИ ДЕТАЛЕЙ зок, причем клиновой участок на гайке и клине образуют клиновую пару для изменени масштаба копирования в продольном сече НИИ детали. На фиг. 1-2 схематично изображен двоиной овальный поршень; на фиг. 3 - устройство управления инструментом для получения профиля поперечного сечения, частично в разрезе; на фиг. 4 - устройство для управления инструментом для получения определенного профиля в продольном сечении. К копиру 1, вращающемуся синхронно с зажатой в основном шпинделе заготовкой 2, прилегают измерительный орган 3 качающегося рычага 4, при этом для постоянного контактирования их применяется пружина 5. Вращающийся копир 1 выполнен в соответствии с требуемой для получения на заготовке 2 овальности. На ровной поверхности качающегося рычага 4 закреплен цилиндрический передаточный элемент 6, служащий только для передачи движения, к которому под действием пружины 7 соответст вующего размера постоянно прилегает индикаторная планка 8 расположенного пово- рогно вращательного стального держателя 9 Изменением места крепления передаточного элемента 6 можно отрегулировать, смотря по обстоятельствам, требуемый масштаб воспроизведения получаемой с помощью вращающегося копира 1 закономерности. Пля одновременной обработки или изготовления двойной овальности вокруг окружной поверхности заготовки 2 располагают в любом фазовом сдвиге, целесообразно на 180°, два сконструированные аналогично рассматриваемому выше устройству устройства управления инструментом для получения профиля по перечного сечения (фиг. 3). Такое располо- жение устройств, сдвинутых по фазе на 180, обеспечивает симметрию овальностей относительно друг друга, если режущие кромки токарных резцов 10 располагают таким же образом. Последними звеньями рассматриваемой выше колебательной системы являются токарные резцы 10, которые движутся вместе с вращающимися стальными держателями. Амплитуда этого колебательного движения определяет действующую в данный момент овальность, а расстояние между острием то карного резца 1О и осью вращения заготовки 2 - диаметр последней. Изменение номинального диаметра вдоль и в направлении продольной оси, то есть баллистическая образующая корпуса, и таким образом профиль продольного разреза воспроизводят с помощью устройстра управления инструментом (фиг. 4). Вращательный стальной держатель 9 располагается колебательно в опорах 11 на верхней части салазок 12 для инструмента, при этом салазки 12 для инструмента через свободные от зазора роликовые направляющие 13 соединяются с нижними салазками 14, и таким образом возможно их перемещение oi носительно нижних салазок 14- в поперечном направлении. Это поперечное движение осуществляется стержнем 15, соединенным своей средней частью с салазками 12 через свободную от зазора опору 16. На одном конце стержня 15 выполнена резьба и этой резьбой стержень сопряжен с нижними салазками 14с помощью захватывающей гайки 17, а на другом конце стержня крепится жестко относительно проворачивания управляющий рычаг 18. Захватьшающая гайка 17 опирается на пружину 19 предварительного натяжения с возможностью регулировки относительно своего положения посредством установочного клина 20 номинального размера, после регулировки она располагается жестко в нижних салазках 14. Таким образом посредством вращения регулируемого стержня 15 осушествляется движение салазок 12 для инструмента в направлении, перпендикулярном относительно оси вращения заготовки 2, при этом это движение возникает как функция шага резьбы, а также действующего в данный момент угла поворота регулируемого стержья 15. Поворот стержня 15 осуществляется управляющим рычагом 18 при движении подачи нижних салазок 14 в направлении оси вращения заготовки 2. Рычаг 18 опирается на копир 21 под действием пружины 22 и движущегося вдоль этого копира измерительного наконечника 23. Этот поворотный угол и таким образом вносимая копиром 21 закономерность переходят в движение токарного резца в поперечном направлении, при этом посредством вышеназванного устройства управления инструментом можно передать имеющуюся на копире 21 закономерность на продольный профиль заготовки 2 в уменьшенном масштабе, например 1:150. Вследствие этого и неточности изготовления копира 21 передаются на образующую корпуса заготовки 2 с уменьшением 1 : 15 О, поэтому изготовление копира 21 по сравнению с известными копирами дешевле и проще, и само устройство проще в эксптуатации. Кроме возможности получения профиля продольного сечения с недостижимой ранее точностью и простотой, предлагаемое копировальное устройство обеспечивает одновременное получение двух независимых одна от другой и независимо изменяющихся овальностей с помощью двух независимо управляемых инструментов. Эти овальности получают без дополнительных переходных радиусов. Устройство может одновременно применяться для изготовления простых овальных поршней, при этом производительность его значительно выше производительности известных приспособлений, благодаря тому что один из то карных резцов, например резец для грубой обработки, вставляется в рабочем положении прямо перед производящим точную обработку другим токарным резцом. Формула изобретения Копировальное устройство для обработки деталей сложной формы, имеющих изменяющуюся кривизну профиля в продольном ив поперечном сечениях, например для поршней двигателей внутреннего сгорания, снабженно инструментальными салазками, расположёнными на продольном суппорте токарного ста ка и взаимодействующими с двумя копирам сразу: с вращающимся и плоским, закрепленным, например на станине, а также средствами для взаимодействия инструмента с копирами, приводимыми в движение об работки продольным ходом суппорта, о т личающееся тем, что, с целью благоприятной динамики копирования и расширения технологических возможностей, инструментальные салазки состоят из двух частей: верхней и нижней - на верхней части салазок с помощью оси, расположенной на стойке, параллельно продольной оси детали установлены два качающихся держателя инструмента, вращающийся копир установлен соосно детали, а средства для взаимодействия с ним установлены на разной высоте, равно удалены по разные стороны горизонтали, проходящей через ось детали, и выполнены в виде передаточного элемента, закрепленного на качающемся держателе и введенного в регулируемое сопряжение с подпружиненным на суппорте станка рычагом, снабженным чувствительным элементом, средства для взаимодействия с плоским копиром выполнены в виде стержня, пропущенного одновременно через верхнюю и нижнюю части салазок, для чего верхние салазки снабжены опорой, а нижние - направляющими для размещения с зазором этой опоры, ошга конец стержня несет подпружиненный рычаг, взаимодействующий с плоским кошфом, а на дрзтом конце стержня выполнена резьба, и этой резьбой стержень сопряжен с нижней частью салазок с помош.ью подпруж1тенной гайки, установленной на ней также, как и опора, с зазором и оснащенной клиновым участком, введенным в задеплеШ1е с клином, дополнительно установленным в нижней части салазок, причем клиовой riacTOK на гайке и клше образуют кшгаовую пару для изменения масштаба копиования в продольном сечении детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Токарный станок | 1980 |
|
SU973241A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1969 |
|
SU253527A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Двухшпиндельный токарно-копировальный станок | 1948 |
|
SU82056A1 |
| Копировальное устройство | 1979 |
|
SU944795A1 |
HTi)
б 0
Фиг-2
