Изобретение отиоеитея к устройст ;-. для енятия трата в меете етыка образующих Tj)y6y лиетов.
Jl3 iecTiii)ie ует)оГ1етва д:1я зачиеткн н.юеко:о грата содержат те.лежку с жестко укрел.чеипым на пен крон1итеГ1ном. к KOTOiio}, за)е;мены качаюниеся рычаги, в подшипниках Koiopbix вращаются ва.1ы, нее ;ц;:е на себе щетки. Качающиеся рычаги соедннены ))yeMOi тяго с ynjjyiMiM :),:. ii3мсняя ДЛИНУ которой можно иастраивать щеткл jja за.чистку металла различно.: толни иы и ре: улнро1 атв си;1не ирнжи.ч; 1цего1 к saMjiiJiaeMO.My металлу. ycTpoiiCTiiO с.чабжено общим л)И15()дом нерсмени-11 я тележки в }ащеиия HICJOK 1 j.
Недостаток извес:ч;() комструкдии ycTpoiiства д;я за-iHCTKH нлоекого грата заключается в то.1. что оно не и()3 оляет наст;)аиг5ат з на различ11ук} глхбиих резан 1я, а также не .1яит лр()и/;в(1дить обработкх труб p;i:sлнчного диа.метра, та.к как р,1чаги, несущие и11ст). закреи.leiibi на жестко.м KpOHHiTeiiHe, веледетвие чего устройство может г;ерти;-;альио ие|:1е.;е1.цатьея.
Це/1ь н:-к)бретения --- (м )ес:1ечеиие точности установки режучцего 1:нет11умента нрн одно1.;)е.менн() обработке liiivTjieHiiero н наружного щвов Т1)уб раз.П1чнв1х размер015.
Это ;к) за счег того, что уст)ойCTiio снабжено установленной с вс пюжноствю ::еремеще;;ия в ;ачравлен11и, нернендикуля; ном к кродол1 иой ()CJ трубвк колонной, на 1 оторо ):кзмснкч1В1 с возможностью ве УГ111 а.:ьного ii ралиалвного ис Хмеи1еиня liapy/K11; я и знутрснияя . и расноложенными на консолях Л1 скам11, зг;лало1Ц11Мн г.Пбнi: , с -Хлсце1г1-р1 оввп;и стунидами, з:а котор 1х разменннв ограннч1:тельн1)1е . причем лисч скюжен стонори1 1м механизмом, а на апужно ; оисол установ.-|ен ::ол:лпжипе1;н ;;й Н1ул. к;Л та1 ти пчони1Й с деталью.
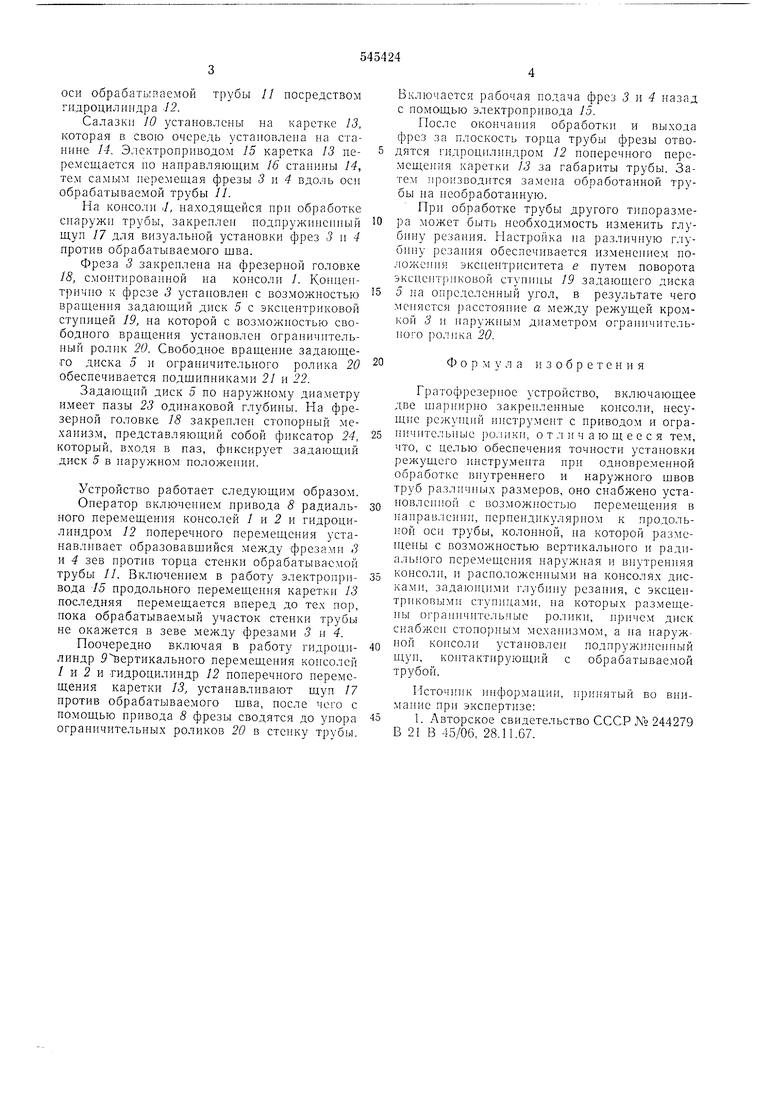
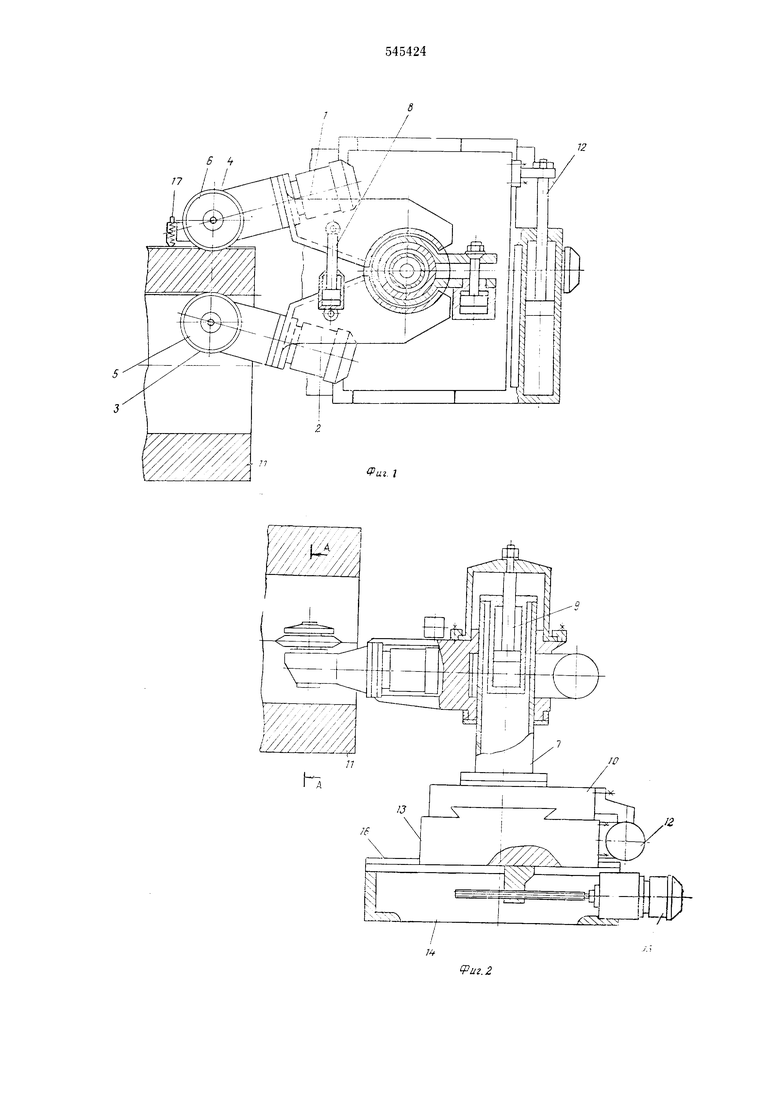
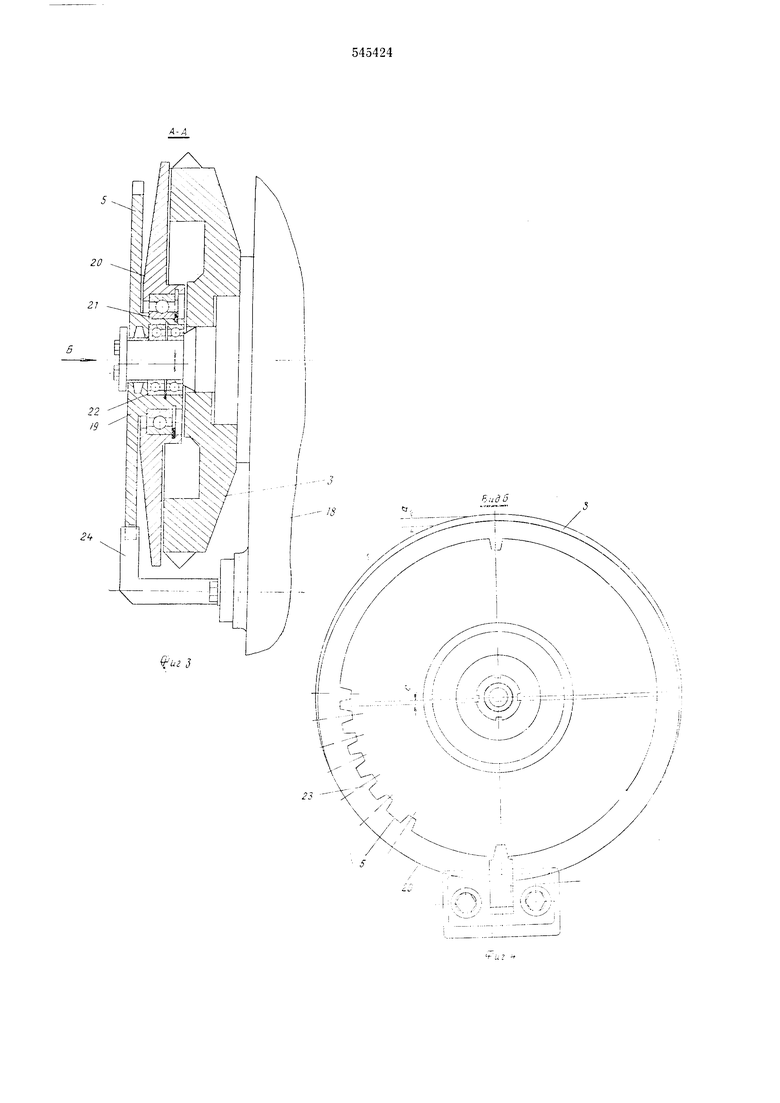
Il:i (Ьи1з 1 и.)иб|1ажено Г|1ато;ррезериое устройство, вид в илаие; на dnir. 2 - то же, с)бщий В11л; :а (рлг. разрез .-1 .л (1г,г. 1;
на фиг. 4 - Б (риг. 3.
Гратофрезе;лкч стройство содержит консо.Л / н .: с иччзагл - 4, соосно с которыми установлены лкчгкнцне глубину резания лиски J и 6. Консоли / и 2 HiapннрК) соединен) с колонной 7 и связанв с .чр}чч) приводом 6, обес: еП ва они1М ;х ралиал| ное иеред е це е от оснтел,но
КОЛОИНЬ. Ги.Ч)О Л1ЛИНЛр ; .9 К-Л;СОЛИ 1 М 2 МОjyT пере .;ен;птвея 1до:ь 5ерт 1калыю 1 осн ко.) 7. i( 7 кре 1итея к еала.:5кам /. кото|)ые могут ;1е11емещг1тьея в лонереч ом от1 оснтел зно продольной
оси обрабатываемой трубы // посредством гидроцилиидра 12.
Салазки 10 установлены на каретке 13, которая в свою очередь установлена на станнне 14. Электроприводом 15 каретка 13 перемещается по направляющим 16 станнны 14, тем самым перемещая фрезы 3 4 вдоль оси обрабатываемой трубы )/.
На консолп ./, находящейся прп обработке спаружн трубы, закреплен подпружиненный щуп 17 для визуальной установки фрез 3 н 4 против обрабатываемого щва.
Фреза 3 закреплена па фрезерной головке 18, смонтированной па консоли /. Коннентрично к фрезе 3 установлен с возможностью вращения задающий диск 5 с экспентриковой ступицей 19, на которой с возможностью свободного вращения установлен ограничительный ролик 20. Свободное вращение задающего диска 5 и ограничительного ролика 20 обеспечивается подщипниками 21 и 22.
Задающий диск 5 по наружному диаметру имеет пазы 23 одинаковой глубины. На фрезерной головке 18 закреплен стопорный механизм, представляющий собой фиксатор 24, который, входя в паз, фиксирует задающий диск 5 в наружном положении.
Устройство работает следующим образом.
Оператор включением привода 8 радиального перемещения консолей У и 2 и гидроцилиндром 12 поперечного перемещения устанавливает образовавщийся между фрезами 3 и 4 зев против торца стенкп обрабатываемой трубы 11. Включением в работу электропривода 15 продольного перемещепия каретки 13 последняя перемещается вперед до тех пор, пока обрабатываемый участок стенки трубы не окажется в зеве между фрезами 3 и 4.
Поочередно включая в работу гидроцилиндр Р зертикального перемещения консолей / и 2 и гидроцилиндр 12 поперечпого перемещения каретки 13, устанавливают щуп 17 против обрабатываемого щва, после чего с помощью привода 8 фрезы сводятся до упора ограничительных роликов 20 в стенку трубы.
Включается рабочая подача фрез 3 и 4 назад с помощью электропривода 15.
После окопчания обработки и выхода фрез за плоскость торца трубы фрезы отводятся гидроцилпндром 12 поперечного перемещения каретки 13 за габариты трубы. Затем производится замена обработанной трубы на иеобработанную.
При обработке трубы другого типоразмера может быть необходимость изменить глубину резания. Паетройка на различную глубину резания обеспечивается изменением ноложения эксцентриситета е путем поворота эксн.ептриковой ступицы 19 задающего диска
5 на определенный угол, в результате чего меняется расстояние а между режущей кромкой 3 и наружиым диаметром ограничительного ролика 20.
Формула изобретения
Гратофрезерное устройство, включающее две шарнирно закрепленные консоли, несущие режущий инструмент с приводом и ограпичительиые )оликр1, отличающееся тем, что, с целью обесиечения точности установки режущего инструмента при одновре.менной обработке внутреннего и наружного швов труб различиых размеров, оно снабжено установленной с возможностью перемещения
направлении, иерпендпкулярпом к продольной оси трубы, колонной, на которой размеН1,ены с возможностью вертикального и раднального перемещения наружная и впутренияя
консоли, и расположенпыми на консолях дисками, задаюн1ими глубину резания, с эксцентриковымп ступшхами, на которых размещены ограничительные ролики, приче.м диск снабжен стопо1)ным механизмом, а на наруж
ной консоли устаиовлеп иодиружинеииый щуп, контактирующий е обрабатываемой трубой.
Псточник 1П1формации, принятый во внимаиие при экспертизе:
1. Авторское свидетельство СССР KO 244279
В 21 В 45/06, 28.П.67.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия грата | 1981 |
|
SU984779A1 |
| Станок для удаления наружного грата | 1989 |
|
SU1673311A1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1972 |
|
SU329961A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| Фрезерный станок с программным управлением | 1985 |
|
SU1303375A1 |
| Станок для обработки разделки шва под сварку | 1979 |
|
SU1038105A1 |
| Устройство для обработки труб | 1973 |
|
SU454967A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
12
