Оправка работает следующим образом.
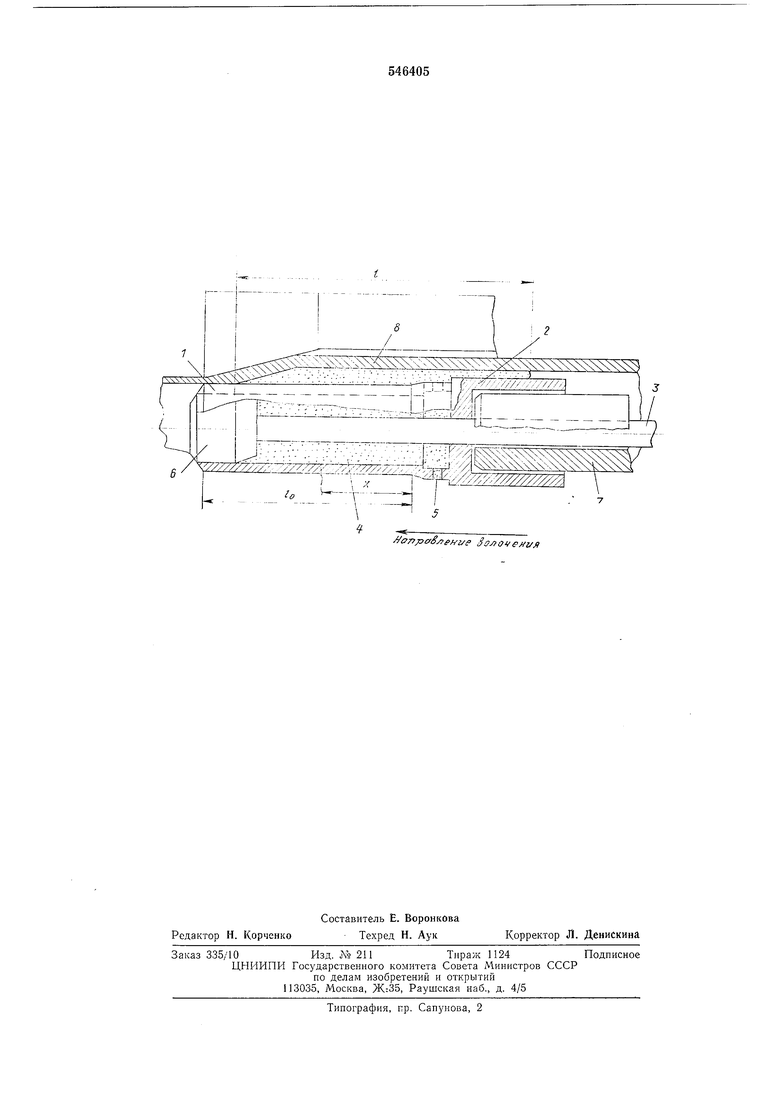
Пер.ед задачей трубы 8 на оправку производится заполнение полости смазкой. Для этого стержень 3 с плунжером 6 выдвигается из рабочей втулки 1 на двойную длину полости 4, после чего оправка помещается в емкость со смазкой. При обратном ходе стержня 3 упор 7 фиксирует положение оправки, при этом производится заполнение полости 4 смазкой и предварительное ее уплотнение. После заполнения полости 4 смазкой осуществляется задача оправки в трубу и установка трубы с оправкой на линию волочения.
При волочении происходит взаимодействие рабочей втулки 1 с внутренней поверхностью трубы 8 за счет сил трения в очаге деформации. При этом плунжер 6 для предупреждения избыточной упругой деформации рабочей втулки 1, имеющей меньшую жесткость вследствие выполнения в ней полости.
Под действием сил трения рабочая втулка 1 перемещается в направлении волочения. Стержень 3 удерживает плунжер 6 в заданном положении отиосительио очага деформации. При перемещении рабочей втулки 1 происходит выдавливание смазки в зазор между трубой 8 и напорной втулкой 2, вследствие чего происходит увеличение длины нагнетающего участка, вызывающее возрастание давления смазки как в районе каналов 5, так и на входе в очаг деформации. При достижении необходимого давления смазки на входе в очаг деформации устанавливается динамическое равновесие рабочей втулки 1 в очаге деформации.
При перемещении рабочей втулки 1 в направлении волочения вследствие выполнения
периметра рабочей втулки оправки убывающим в направлении волочения происходит увеличение внутреннего размера трубы, благодаря чему обеспечивается отставаиие трубы от
неработающей части рабочей втулки, прошедшей через очаг деформации, и устраняется взаимодействие между внутренней поверхностью трубы и этой частью рабочей втулки. Вследствие установления динамического
равновесия рабочей втулки подача смазки согласуется с величииой сил трения в очаге деформации, нри этом обеспечивается стабилизация гидродинамического эффекта, саморегулироваиие подачи смазки и уменьшение ее
расхода.
Формула изобретения
Оправка для волочения труб, включающая напорную и рабочую втулки, установленные на стержне, отличающаяся тем, что, с целью стабилизации гидродинамического режима трения путем обеспечеиия саморегулируемого питания смазкой напорной втулки, между стержнем и рабочей втулкой предусмотрена полость для смазки, сообщающаяся с наружной поверхностью втулки через радиальные каналы, расположенные в зоне у нанорной втулки, а на конце стержня жестко установлен плунжер, помещенный в указанную полость.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР №274771, М. Кл.2В 21СЗ/16, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения изделий в режиме гидрадинамического трения | 1974 |
|
SU512820A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Устройство для волочения труб | 1976 |
|
SU564031A1 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1972 |
|
SU446334A1 |
| ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1970 |
|
SU274771A1 |
| Устройство для волочения биметаллической проволоки | 1983 |
|
SU1097406A1 |
| Устройство для волочения проволоки | 1979 |
|
SU854486A1 |
| Способ волочения изделий, преимущественно коротких, в режиме гидродинамического трения и устройство для его осуществления | 1989 |
|
SU1747224A1 |
| Самоустанавливающаяся оправка для волочения труб | 1983 |
|
SU1126351A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |