HaodpeTetiiie относится к машииострое- ;Нию, в частности к конструкции оборудо- -вания для резки прокатываемог о металла.
Цель изобретения -- повышение точности реза путем исыючення влияния отклонений скорости проката.
На чертеже представлена структурная схема устройства.
Следящий электропривод летучих ножниц I состоит из электродвигателя 2 но- стоянного тока, тиристорного преобразова- теля 3, ре гулятора 4 тока, датчика 5 тока, регулятора 6 скорости, датчика 7 скорости, : регулятора ,8 положения. Последний через нелинейный блок 9 (осуществляющий операцию извлечения квадратного корня) соединен с выходом датчика 10 положения рабочих органов ножгшц. Вход задания регулятора б скорости соединен с выходом задатчика 11 интенсивности, унравляюидий вход которого через ключ 12 соединен с выходом преобразователя 13 частота-напря- жение, а разрён а1о1ций вход - с тем же преобразователем через квадратор 14. Вход задания регулятора 8 положения связан с выходом интегратора 15, информационный вход которого соединен с выходом преобразователя 13 частота--напряжение, а раз- решающие входы - с выходом первого фотодатчика 16, установле 1ного за летучими ножницами по ходу прокатки, и через схему 17 совпадения с выходом второго фотодатчика 18, установленным далее ю ходу подачи полосы. Выход схемы 7 совпаде1 ия также соедипен с разреш ающим входом ключа 12. Вход преобразователя 13 частота-напряжение соедииег с выходом управляемого делителя 19 частоты, информацион ные входы которого соединены с выходом импульсного датчика 20 последней клети 21 и выходом счетчика 22, а разреплающий вход соединен с выходом первого фотодатчика 16. Счетчпк 22 соединен с выходом неуправляемого делителя 23 частоты, инфор-. маинонпый вход которого соединен с выхо- дом пмпульс1 ого датчика 20, а разреигаю- щий - с выходом третьего фотодатчика 24 и с выходом первого фотодатчика 6.
Устройство работает С1едующим образом.
При про хождепии п.ередним концом проката третьего фотодатчика 24 разрс- щаетея прохождение импу;1ьсов от импульсного датчика 20 последней клети 2 через неуправляемый делитель 23 частоты в счетчик 22. Коэф(рициепт деления г еуправляе- мого делителя 23 частоты и)омас- штабированному расстоянию Л,ь между ()о- тодатчиками 24 и 16. За время ирохождения прокатом расстояния if, счетчик 22 сосчитает Л/ импульсов
A/--t/
т.,
где/дч-- частота следования имиульсои; /н - к) -)ф(})11циент учасгитабиро }; ,);;;
0 5 0
5
5
0
t -время, за которое прокат проходит
базовое расстояние.
При достижении передним концом проката линии фотодатчика 16 нроисходит его срабатыЕзание. Сигнал от фотодатчика 16 запрещает прохождение HMnyvibCOB через неуправляемый делитель 23 частоты в счетчик 22, разреп1ает запись коэффициента деления в управляемый делитель 19 чаетоты из счетчика 22 и прохождение импульсов с выхода датчика 20 через делитель 19 на вход преобразователя 13 частота-напряжение. На входе последнего появляется последовательность импульсов с частотой:
г mL
/V /A4/mLa
т. е. эта частота пропорциональна скорости подачи проката. На .выходе преобразователя 13 частота - напряжение появляется напряжение Uv, пропорциональное скорости проката.
По сигналу от фотодатчика 16 начинает интегрироваиие н прямом направлении ин- тег ратор 15. При достижении передним концом проката лииии фотодатчика. 18 на выходе и(гге ратора находится напряжение
(У„, f/. /2,
где U:, - панряжение па выходе преобразователя 13 частота-- -напряжение;
t2 -время движения проката между фотодатчиками 16 и 8.
На выходе интегратора 15 находится напряжение, пропорциональное пути, который необходимо пройти ножницам от пуека до реза, пезависимое ии от изменения катающего диаметра валков, ни от еколь е1шя. 3)то напряжение поступает па вход задания регулятора 8 положения. В рассматриваемый момент времепи епгпал от фотодатчика 18 через схе.му совпадения открывает ключ 12 и па ввод задатчика И интенсивности поступает задание скорости от преобразователя 13 частота --напряжение для ре- гулято|)а 6 скорости, а также разрещает работу интегратора 15 в обратном lianpae- лепии. В каждый момент времепи на выходе интегратора 15 находится напряжение ( U-,,dt.
Это 1апряжение пропорционально пути, который осталось пройти ножпнцам от пуска до реза. В момепт времени, когда напряжение па выходе инте|-ратора 15 становится равным нулю, нроисходит рез проката.
Таким образом, в результате того, что заданием д. гя регулятора скорости является фактическая скорость проката, а задание.м для км улнтора положения -- напрвтжепие, н|К)порциопальное чути, ко1 орый ь еобходи- мо пройти пож.ч1шам от пуска до реза, опре- дсч юлпое по фпкгическ л1 скорости, иск.п1оча- ется погренпюсть в отрезаелнлх -.ичиних про- кпта п повьппаегся т() отрезаемых длин прок; га. Этим обуслсп .лппаг тся -jflKJK Kтивность использования предлагаемого уст- ()ойства.
Формула изобретения
Устройство управления летучими ножницами, содержащее два фотодатчика, связанный с валом последней прокаткой клети импульсный датчик, счетчик импульсов, а также следящий электропривод ножниц, связанный с узлом формирования сигнала управления, соединенным с ключом, отличающееся тем, что, с целью повышения точности реза путем исключения влияния от- лопений скорости проката, оно снабжено третьим фотодатчиком, установленным на оси последней прокатной клети, управляемым и неуправляемым делителями частоты, преобразователем частота-напряжение, схемой совпадения и нелинейным преобразователем, а также датчиками положения и скорости ножниц, при этом следящий электропривод выполнен в виде, соединенных между собой датчика тока, регуляторов положения, скорости и тока, тиристорного преобразователя и электродвигателя постоянного тока, а узел формирования сигнала управления выполнен в виде интегратора и соединенных последовательно квадратора и задатчика интенсивности, выход которого соединен вторым входом регулятора скорости, третий вход которого связан с датчиком скорости ножниц, входы интегратора соединены с выходом преобразователя частота- напряжение, первым фотодатчиком и выходом схемы совпадепия, вход которой связан с вторым фотодатчиком, а выход нитегратора подключен к одному из входов регулятора положения ножниц, другой вход которого соединен с выходом нелинейного преобразователя, вход которого связан с датчиком положения ножниц, причем входы неуправляемого делителя частоты соединены первый с импульсным датчиком, второй - с третьим фотодатчиком, третий - с первым фотодатчиком, а выход неуправляемого делителя частоты соединен через счетчик с одним из входов управляемого делителя частоты,
другие входы которого связаны с импульсным .счетчиком и первым фотодатчиком, а выход управляемого делителя частоты соединен с входом преобразователя частота-напряжение, выход которого подключен также к входам ключа и квадратора. ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления прокатным станом для компенсации температурного расширения диаметра валков | 1977 |
|
SU710700A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Устройство для управления летучими ножницами,работающими в режиме непрерывного вращения | 1983 |
|
SU1107970A1 |
Изобретение относится к области машиностроения, в частности к конструкции оборудования для резки прокатываемого металла. Целью изобретения является повышение точности реза путем исключения влияния ЛЕ, ашиоботаление яния ЛЕотклонений скорости проката. Для это1Ч) и следяш.ем электроприводе рабочих органов используются летучие ножницы, регулятор скорости, на вход которого подается сигнал задания, пропорциональный фактической скорости проката. Для формирования сигнала в устройство введены импульсный датчик 20, делитель 19 и преобразователь 13 частота-напряжение. Кроме этого, в следящем электроприводе используется регулятор 8 положения, заданием которого является сигнал, пропорциональный пути, который необходимо пройти ножницам от пуска до момента реза. Этим исключается norpenj- ность в длине отрезаемого проката. 1 пл. го / (Л ю со ;о 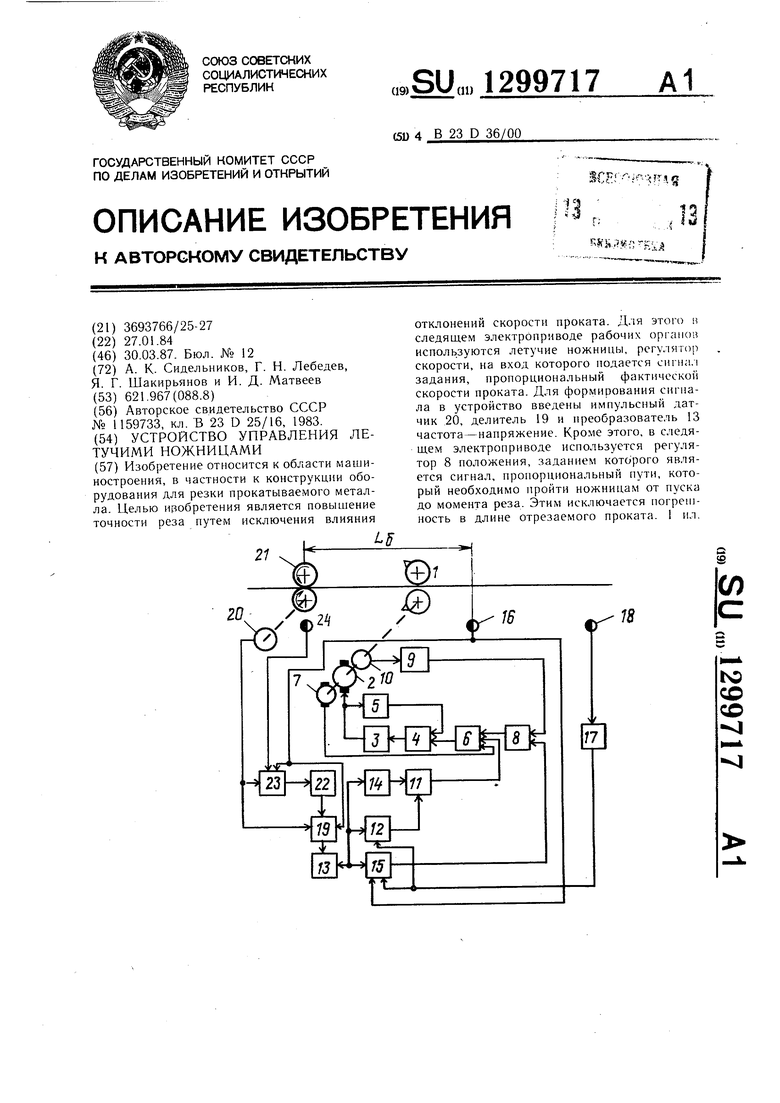
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
