i
Изобретение относится к обработке металлов давлением, а именно к автоматизации управления летучими ножницами при резке движущегося проката.
Наиболее близким техническим решением к данному изобретению является устройство для управления летучими ножницами сортовых и трубных станов, которое содержит схему привода, датчик импульсов и тахогенератор, сочлененные с валками клети, два датчика положения проката, установленные последовательно по направлению движения проката, ключ, открывающий вход которого соединен с первым по направлению движения датчиком положения проката, закрывающий вход - со вторым датчиком положения проката, а информационный вход с датчиком импульсов, и счетчик, работающий на вычитание, счетный вход которого подсоединен к ключу 1.Недостаток известного устройства заключается в низкой синхронизации по скорости ножей и проката в момент реза, так как задатчиком скорости ножниц является тахогенератор клети, изменение диаметра валков клети или изменение .опережения проката
приводит к несоответствию заданнои скорости проката и фактической.
Величина отклонения катающего диаметра валков клети в процессе прокатки может изменяться в пределах 1-3% от раската к раскату, а при переточке и смене валков до 10%.
Опережение проката на выходе выдающей клети также существенно изменяется в процессе прокатки от величины натяжения или подпора, обжатия, температуры, и других факторов, что приводит к погрешности измерения скорости проката тахогенератором, вследствие чего нарушается синхронизация ножей и проката, приводящая к подгибанию концов отрезанного проката.
Цель изобретения - повыщение качества реза путем улучшения точности синхронизации по скорости ножей и проката в момент реза при изменении диаметра валков КЛЕТИ и опережения проката.
Это достигается тем, что в устройство для управления летучими ножницами, содержащее схему привода, датчик импульсов и та.хогенератор, сочлененные с валками клети, два лчатчика положения проката, ключ
и счетчик, работающий на вычитание, дополнительно включены дешифратор, счетчик, цифроаналоговый преобразователь, сумматор, задатчик тока возбуждения тахогенератора и усилитель мощности. Информационный вход дешифратора соединен с выходом счетчика, работающего на вычитание, вход, разрешающий перенос информации, - со вторым датчиком положения проката, а выход - со входом счетчика, выходы которого соединены со входами цифроаналогового преобразователя, входы сумматора соединены соответственно с задатчиком тока возбуждения тахогенератора и с выходом цифроаналогового преобразователя, а выход посредством усилителя мощности - с обмоткой возбуждения тахогенератора.
Дополнительное включение блока нелинейности между выходом сумматора и входом усилителя мощности -компенсирует нелинейность тахогенератора.
Такое устройство для управления летучими ножницами позволяет повысить точность синхронизации ножей и проката в момент раза при изменении диаметра валков клети и при опережении проката.
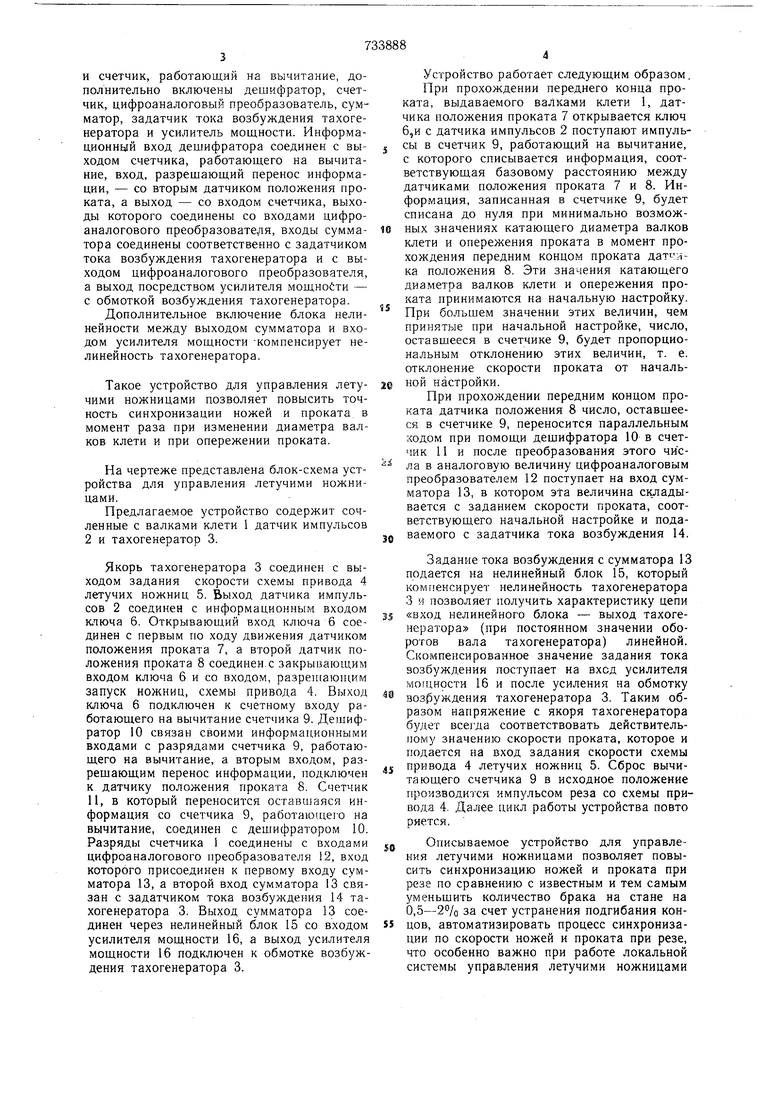
На чертеже представлена блок-схема устройства для управления летучими ножницами.
Предлагаемое устройство содержит сочленные с валками клети 1 датчик импульсов 2 и тахогенератор 3.
Якорь тахогенератора 3 соединен с выходом задания скорости схемы привода 4 летучих ножниц 5. Выход датчика импульсов 2 соединен с информационным входом ключа 6. Открывающий вход ключа 6 соединен с первым по ходу движения датчиком положения проката 7, а второй датчик положения проката 8 соединен.с закрывающим входом ключа 6 и со входом, разре1иаюп1,им запуск нолсниц, схемы привода 4. Выход ключа 6 подключен к счетному входу работающего на вычитание счетчика 9. Дешифратор 10 связан своими информационными входами с разрядами счетчика 9, работающего на вычитание, а вторым входом, разрешающим перенос информации, подключен к датчику положения проката 8. Счетчик 11, в который переносится оставшаяся информация со счетчика 9, работающего на вычитание, соединен с дешифратором 10. Разряды счетчика 1 соединены с входами цифроаналогового преобразователя 12, вход которого присоединен к первому входу сумматора 13, а второй вход сумматора 13 связан с задатчиком тока возбуждения 14 тахогенератора 3. Выход сумматора 13 соединен через нелинейный блок 15 со входом усилителя мощности 16, а выход усилителя мощности 16 подключен к обмотке возбуждения тахогенератора 3.
Устройство работает следующим образом. При прохождении переднего конца проката, выдаваемого ваЛками клети 1, датчика положения проката 7 открывается ключ б,и с датчика импульсов 2 поступают импульсы в счетчик 9, работающий на вычитание, с которого списывается информация, соответствующая базовому расстоянию между датчиками положения проката 7 и 8. Информация, записанная в счетчике 9, будет списана до нуля при минимально возможных значениях катающего диаметра валков клети и опережения проката в момент прохождения передним концом проката дaт ика положения 8. Эти значения катающего диаметра валков клети и опережения проката принимаются на начальную настройку.
При большем значении этих величин, чем принятые при начальной настройке, число, оставшееся в счетчике 9, будет пропорциональным отклонению этих величин, т. е. отклонение скорости проката от начальной настройки.
При прохождении передним концом проката датчика положения 8 число, оставщееся в счетчике 9, переносится параллельным ходом при помощи дешифратора 10 в счетчик 11 и после преобразования этого числа в аналоговую величину цифроаналоговым преобразователем 12 поступает на вход сумматора 13, в котором эта величина складывается с заданием скорости проката, соответствующего начальной настройке и подаваемого с задатчика тока возбуждения 14.
Задание тока возбуждения с сумматора 13 подается на нелинейный блок 15, который компенсирует нелинейность тахогенератора 3 и позволяет получить характеристику цепи
«вход нелинейного блока - выход тахогенератора (при постоянном значении оборотов вала тахогенератора) линейной. Скомпенсированное значение задания тока возбуждения поступает на вход усилителя мощности 16 и после усиления на обмотку
возбуждения тахогенератора 3. Таким образом напряжение с якоря тахогенератора будет всегда соответствовать действительному значению скорости проката, которое и подается на вход задания скорости схемы
привода 4 летучих ножниц 5. Сброс вычитающего счетчика 9 в исходное положение производится импульсом реза со схемы привода 4. .Далее цикл работы устройства повто риется,
Описываемое устройство для управления летучими ножницами позволяет повысить синхронизацию ножей и проката при резе по сравнению с известным и тем самым уменьщить количество брака на стане на 0,5-2°/о за счет устранения подгибания концов, автоматизировать процесс синхронизации по скорости ножей и проката при резе, что особенно важно при работе локальной системы управления летучими ножницами
от вычислительной машины или системы оптимального раскроя заготовки.
Формула изобретения
1. Устройство для управления летучими ножницами, содержащее схему привода, датчик импульсов и тахогенератор, сочлененные с валками клети, два датчика положения проката, установленные последовательно по направлению движения проката, ключ открывающий вход которого соединен с первым по направлению движения датчиком положения проката, закрывающий вход - со вторым датчиком положения проката, а информационный вход - с датчиком импульсов, и счетчик, работающий на вычитание, счетный вход которого подсоединен к ключу, отличающееся тем, что, с целью повыщения качества реза путем улучщения точности синхронизации по скорости ножей и проката в момент реза при изменении диаметра валков клети и опережения проката, оно снабжено дещифратором, счетчиком, цифроаналоговым преобразователем, сумматором, задатчиком тока возбуждения тахогенератора и усилителем мощности, при этом информационный вход дешифратора соединен с выходом счетчика, работающего на вычитание, вход, разрешающий перенос информации, со вторым датчиком положения проката, а выход - со входом счетчика, выходы которого соединены со входами цифроаналогового преобразователя, входы сумматора соединены соответственно с задатчиком тока возбуждения тахогенератора и с выходом цифроаналогового преобразователя, а выход посредством усилителя мощности - с обмоткой возбуждения тахогенератора.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения точности синхронизации по скорости ножей и проката во всем рабочем диапазоне скоростей резки, оно дополнительно снабжено блоком нелинейности, компенсирующим нелинейность тахогенератора и включенным между выходом сумматора и входом усилителя мощности.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 546439, кл. В 23 D 25/16, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство для управления летучими ножницами,работающими в режиме непрерывного вращения | 1983 |
|
SU1107970A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
