1
Изобретение относится к области сварочного производства, в частности к системам автоматического управления процессом сварки, и может быть иснользована для автоматизации процесса сварки оболочек кабеля, труб, волноводов и подобных изделий.
Известна система для дуговой сварки с сопутствующим подогревом кромок сварного стыка, снабженная сварочной горелкой, источником питания электрода и устройством нодогрева кромок сварного шва 1.
Недостатком снстемы является то, что подогрев в них осуществляется дугой независимого питания, возбуждаемой между изделием и ненлавящимся электродом, и эта система применяется только для сварки изделий из алюминия и других цветных металлов под слоем флюса. Она не позволяет вести высококачественную скоростную сварку цветных и нецветных металлов.
Известна также система автоматического уцравления процессом сварки, содержащая источник нагрева, охваченный обратными связями 2. Эта система предусматривает сварку изделий только плавящимся электродом с дополнительным подогревом присадочной проволоки, причем возмущения по диаметру присадочной проволоки компенсируются увеличением мощности подогрева этой проволоки.
Для новыщения качества управления процессом сварки в предлагаемую систему автоматического управления введены датчик скорости сварки и датчик температуры в пятне
нагрева, при этом выход датчика скорости сварки подключен к управляющим входам сварочных выпрямителей и совместно с выходом датчика температуры в пятне нагрева к унравляющему входу устройства подогрева.
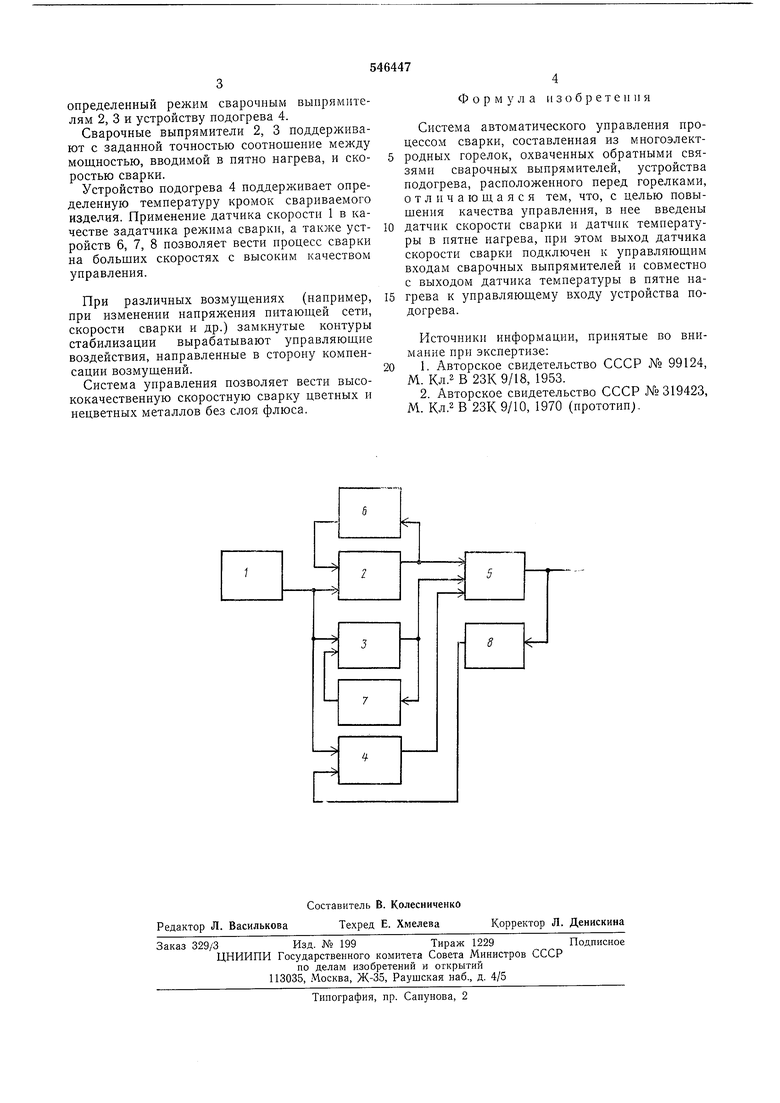
На чертеже представлена структурная схема предлагаемой системы.
Датчик скорости 1 соединен с управляющими входами сварочных выпрямителей 2, 3 и
устройства подогрева 4, выходы сварочных выпрямителей 2, 3 соединены с двумя входами объекта управления 5 и входами устройств 6, 7 отрицательной обратной связи но мощности, вводимой в нятно нагрева, выходы устройств 6, 7 соединены с управляющими входами сварочных вьшрямителей 2, 3, выход объекта управления 6 соединен со входом устройства 8 отрицательной обратной связи но температуре в пятне нагрева, выход устройстна 8 соединен с управляющим входом устройства подогрева 4.
Работа системы осуществляется следующим образом. Сигнал с датчика скорости сварки 1 задает
определенный режим сварочным выпрямителям 2, 3 и устройству подогрева 4.
Сварочные выпрямители 2, 3 поддерживают с заданной точностью соотношение между мощностью, вводимой в пятно нагрева, и скоростью сварки.
Устройство подогрева 4 поддерживает определенную температуру кромок свариваемого изделия. Применение датчика скорости 1 в качестве задатчика режима сварки, а также устройств 6, 7, 8 позволяет вести процесс сварки на больших скоростях с высоким качеством управления.
При различных возмуш,ениях (например, при изменении напряжения питаюш,ей сети, скорости сварки и др.) замкнутые контуры стабилизации вырабатывают управляюшие воздействия, направленные в сторону компенсации возмущений.
Система управления позволяет вести высококачественную скоростную сварку цветных и иецветных металлов без слоя флюса.
Формула изобретения
Система автоматического управления процессом сварки, составленная из многоэлектродных горелок, охваченных обратными связями сварочных выпрямителей, устройства подогрева, расположенного перед горелками, отличающаяся тем, что, с целью повыщения качества управления, в нее введены
датчик скорости сварки и датчик температуры в пятне нагрева, при этом выход датчика скорости сварки подключен к управляющим входам сварочных выпрямителей и совместно с выходом датчика температуры в пятне пагрева к управляющему входу устройства подогрева.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 99124, М. Кл.2 В 23К 9/18, 1953.
2. Авторское свидетельство СССР № 319423, М. Кл.2 В 23К 9/10, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Устройство для автоматического управления процессом сварки плавлением (его варианты) | 1981 |
|
SU1011348A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ электрошлаковой сварки | 1977 |
|
SU1052356A1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
