устройствамл для местного индукционного нагрева изделий на механизме транспортировки при высадке и термообработке. Участки направляющих в зоне действия передающего устройства выполнены в виде утапли вающихся и подпружиненных опор с роликами, взаимодействующими с копиром передающего устройства. Каждая из тяг выпопjieHa из двух секций, связанных между собой рычажной передачей, обеспечивающей их противоположное в продольном направлени перемещение. Штыри, размещенные на перво и второй секциях тяг, разориентированы между собой на угол поворота тяг, С целью уменьшения габаритов линии и
обеспечения удобства при загрузке щтыри в загрузочной зоне линии размещены с уменшенным, шагом, на обоймах, продольно перемещающихся относительно тяг,
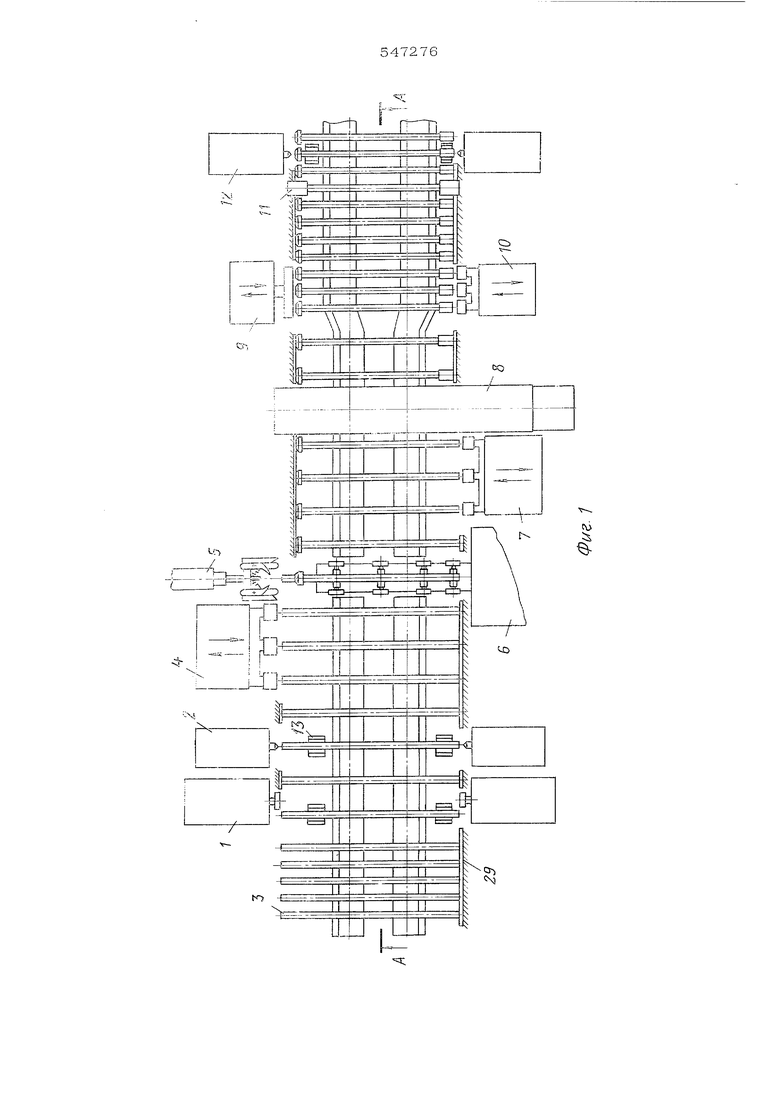
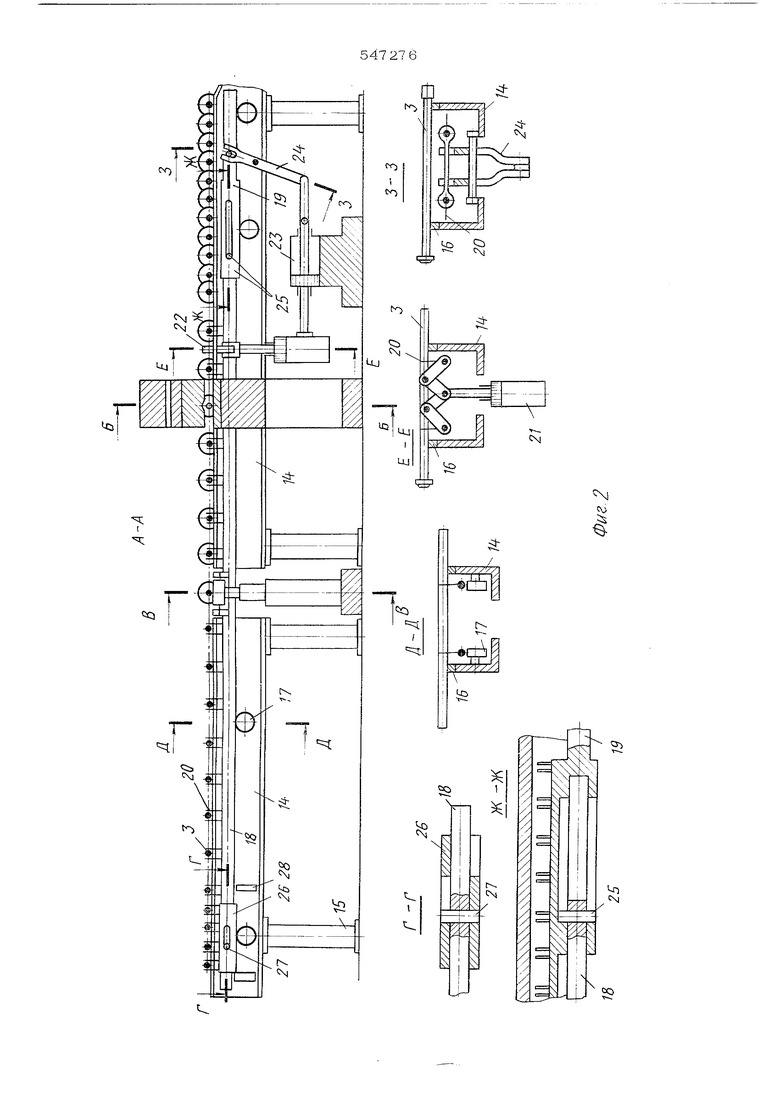
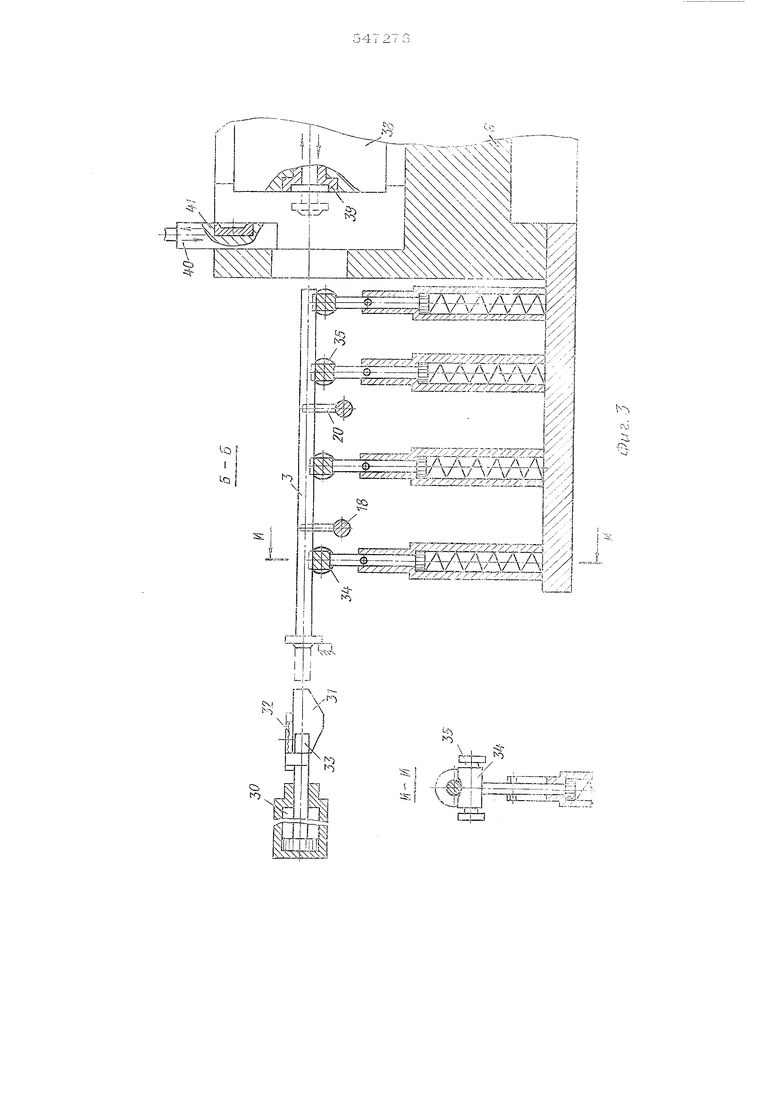
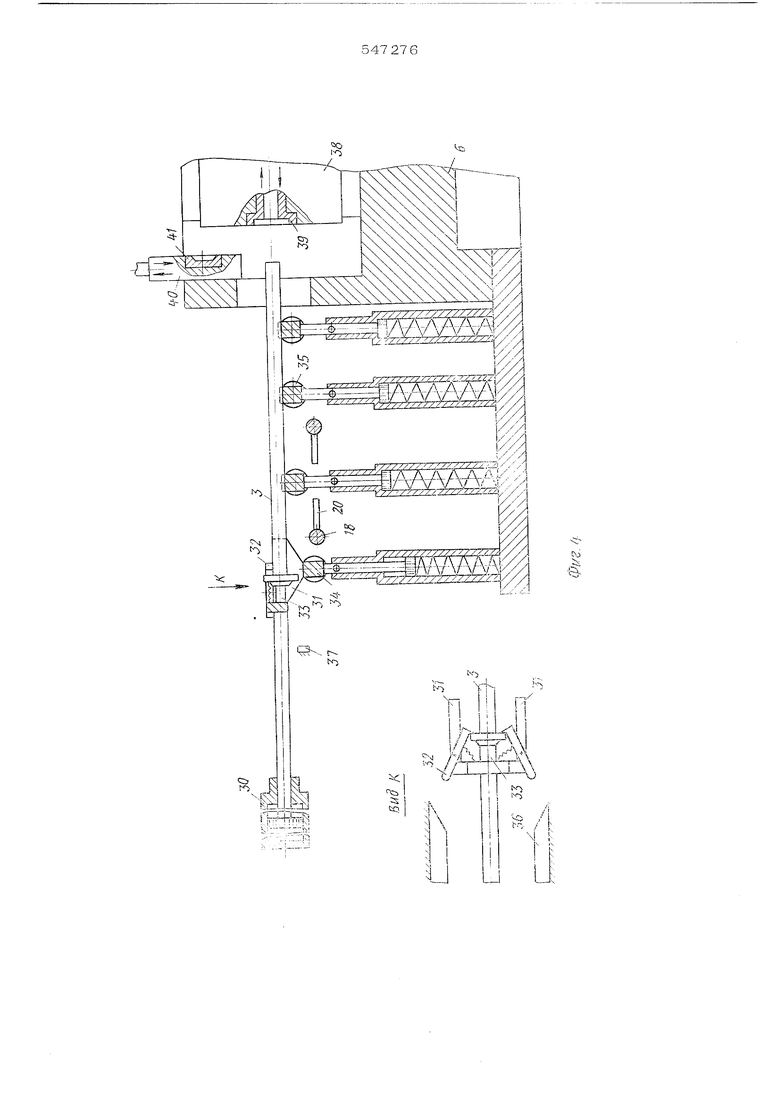
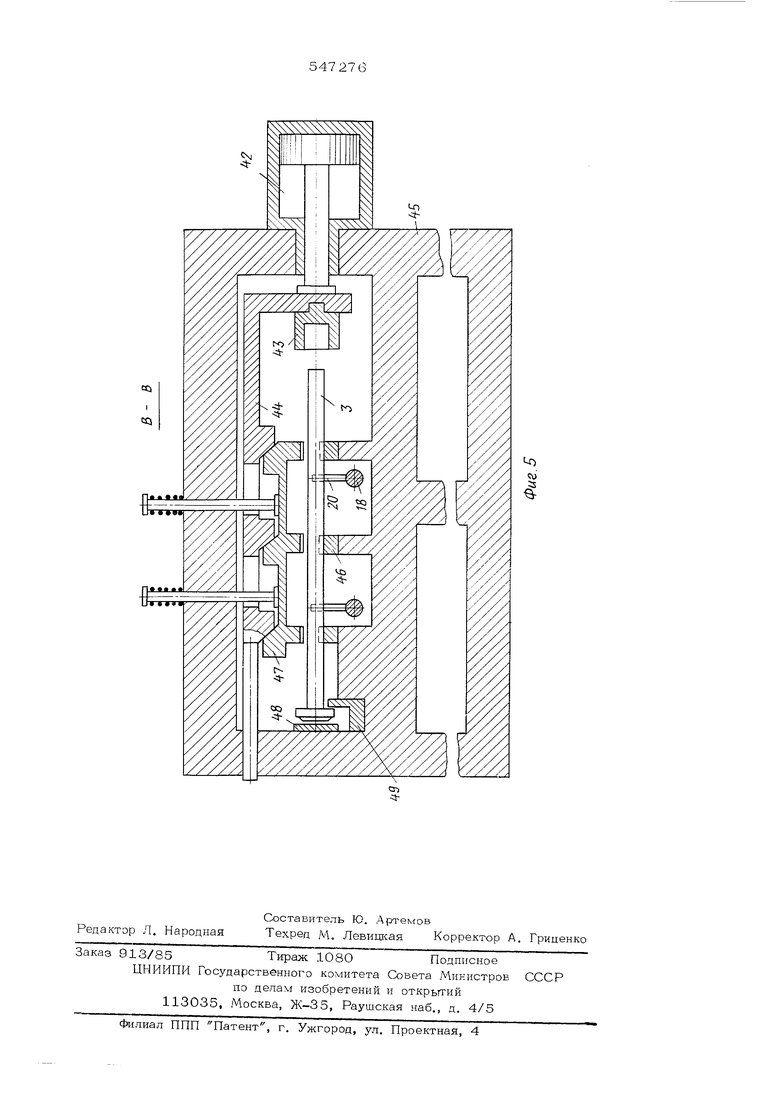
На фиг. 1 показана линия, план; на фиг. 2 - транспортное устройство, разрезы на фиг. 3 - передающее устройство в исходном положении (разрез по Б-Б на фиг. 2)j на фиг. 4 - то же, в момент извлечения изделия с высаженным фланцем из станка на фиг. 5 - станок для высадкм утолщения изделия под шлииьг (разрез В-В на фиг. 2). Линия состоит из станков 1 и 2 для механической обработки торцов изделия 3, разводного устройства 4 для индукционного лагрева конца изделия для высадки фланца передающего устройства 5, станка 6 для 1орячей высадки фланца изделия, разводного устройства 7 для индукционного нагрева конца изделия под высадку утолщений top. шлицы.
Кроме того, линия содержит станок 8 для горячей высадки утолщения изделия под щлицы, разводные устройства 9 и 10 лля индукционного нагрева высаженных участков изделия дня нормализации, устройство 11 для водяного охлаждения, стан. ки 12 для пентрования издепия и уст:юйства 13 для зажима изделий на травспортном. устройстве при механической обработке.
Транспортное устройство линии (фиг. 2) состоит м-з стационарных направляющих 14, смонтированных на стойках 15. В
разгрузочной зоне линии направляющие имеют уклон. На направляющих 14 установлены прлзмы 16 для базирования изделий, шаг расположения базирующих поверхностей которых определяет шаг расположения издепий на тра.нспортком устройстве.
На опорных роликах 17, закреплеппых ча лаправляющпх 14, размещень: тяги, каж дая из которых ссютоит из двух секций 13 и 19. Порпендикулярно осям тяг попарно
крепятся штыри 20. Шаг между каждой парой штырей на тягах соотве1х;твует шаIy расположения изделий на траиспортлом устройстве.
Для поворота тяг, в данно1 г случае на угол 9 О , предназначен пневмоццдиндр 21 и щарнирно ычажная система 22. Про дольное перемещение тяг на шаг расположения изделий на традюпортном устройстве осуществляется гидроцилиндром 23 и щарнирно ычажной системой 24, обеспечивающей противоположное в продольном направлении перемещение секций 18 и 19.
Шток гидроцияиндра 23 жестко связан с пневмоцилиндром 21. Шарнирно-рычажная система 24 допускает возможность осуществления уменьщешюго шага продольного перемещения секций 19 по отношению к секциям 18.
Каждая из секций 18 и 19 связаны между собой посредством пальца 25, жестко закрепленного в секции 18 и входящего в прорези утолщенной части секции 19. Штыри расположенные на первой и второй секциях тяг, разориентированы м.ежду собой на угол поворота тяг 90 .
В загрузочной зоне пинии тяги обхватываются обоймами 26, на которых перпендикулярно к их осям также попарно, но с умень щенным шагом закреплены штыри 20 с такой же ориентацией, как на секциях 18, Каждая из тяг и обойм 26 связаны между собой пальцем 27, жестко закрепленным, в секции 18 и входящим в прорези 26 Продольное перемещение обойм 26 ограничено упорами 28.
Планки 29 (фиг. 1) служат для ограничения поперечных перемещений изделий на транспортном устройстве.
Передающее устройство (фиг, 3) состоит из пневматического толкателя 30, на шток которого закреплены копиры 31 с подпружиненными захватами 32 и упор 33, Участ1Ш направляющих транспортного устройства в зоне действия передающего устройства выполнены в виде подпружиненных опор 34, снабженных роликами 35. Передающее устройство также снабжено стационарными упорами 36 и 37. Между опорами 34 проходят тяги транспортного устройства,
Станок 6 для горячей высадки фланца изделия содержит гopизoнтaлыiый ползун 38 с матрицей 39 и вертикальный ползун 40 с матрицей 41 Матрицы 39 и 41 предназначены для высадки фланца изделия.
Станок 8 дпя горячей высадки утолшения изделия под шлицы (фиг. 5) снабжен гидроцилиндром 42, на штоке которого крегштся матрицы 43 апя высадки утолщения изделия под шяицы и копир 44, имеющий также опору в корпусе 45 Станок 8 снабжен стационар -1ыми призмами 46, составпяющимз из позиций транспортного устройства подпружиненньтклг дажимной поизмой 47. упором 48 и съем. НИКОМ 49. Всэ э.;ел(енты стшжа смонтирован на корпусе 45., в котором, также имеются выемки дпярасположония тяг транспортного устройства. Работа пинии осуществляется следуЮщим. образом. Изделия 3 укладываются на призмы 16 в загрузочной зоне пинии и с помошью транспортного устройства передаются с позиции на позицию. Первоначально торцы изделия подвергаются механической обработке в станках 1 и 2. Далее за три перехода осуществляется индукционный нагрев конца изделия для высадки фланца в разво ном- устройстве 4, Нагретое ТЕзделие попадает на утаплива щиеся опоры 34. Пневматический толкатель 30, перемещаясь и воздействуя упором 33 на нагреть Й торед изде- ппя, перемещает его по опорам 34 в станок 6 для горячей высадки фланца uaaoju При этом нагретый конец изделия находится между копирами 31, которые, воздейст- вуя на ролики 35, отжимают поочередзю по хоцу перемещения изделия опоры 34, бл годяря чему контакт между нагретым, концом изделия и опорами 34 отсутствует. Нагретое изделие попадает в полость гори зонтального ползуна 3 8, а пневмотолкатель 3 О выводится из зоны станка 6, После опускания вертикального ползуна 40 осуществляетс высадка фланца издел1 я в матрицах 39 и 4 После попзуна 40 и частичного выталкивания изделия с высаженным флал- нем. из матрицы 39 с помощью специально предусмотренных для этого в станке 6 средств осуществляется перемещение пнев- мотолкателя к станку 6, При этом, подпру- захваты 32 выталкиваются на высаженный фланец изделия, заключая его между копирами 31. При обратном движении пневмотопкателя 30 изделие с фланцем извлекается из станк 6 и перемещается по опорам. 34. При этом опоры 34 в зоне нахождения фланца изделия отжимаются копирами 31 и не препятствуют перемещению фланца. В конце об- ратного хода пневм.отолкатепя 30 упоры 36 воздействуют на захваты 31, которые освобождают фланец изделия, Дальнейщее движение изделия по инерции предотвращает упор 37, воздействующий на его фланец. Г1р.и дальне11ще г перемещении изделия на транспорт.ном устройстве за три перехода осуществляется инд, нагрев конна изделия для высадки утолщ.ен1ш под иклины в развод1;ом устройстве 7, Нагретое изделие попадает на стационарные 46 CTaiiKa 8 для горячей высадки утолщентш изделия под 1ллт1ды. При пере.,ещен;:11 щтока г.1.дроцилиндра 42 копир 44, воздействуя на скосы зажимной приз.:ы 47, пер1емешаег ее вниз, а кгат- рипа 43 осуществляет высадку утолщения Т1зделия под шлицы. При этом изделие противополол ны.м TOpHo.N; опирается в упор 48 и заключенныл; призмами 4-6 и 47, защ1гшается от продольного изгиба. При обратнол; ходе щтока гидроцилиндра изделие удержизаетсг; cjjeMHiiKOM 49 на призм.ах 46, .матрица от.деляется от высаженного утолщения изд(--л:1я. а призмы 47 поднимаются в исхо.:,ноо положение. Далее изделие пс;;адает в разводные устройства 9 и 10, где за три перехода осуществляется нсгроп высаженных участков изделия для нормал -1зацтП1, которая осуществ.ляется на возд; хе при дальнейще.м пере.гещею1и издел,;л на транспортном устройстве. После охлаждения до теляюратуры 500- -6ОО С изделие подвергается местном водяном охлах-сдению в устройствах 11 и далее- пентроватгю в .ч 12, Готовое 1;зд,елие скатывается с тра11спортного устройства по наклонному участкл направляющих 14. Работа транспортного устройства лишш осуществляется следующим образом. В нроцессе пере.:ещен;;я штока гидродилиндра 23 первая секция 18 тя1 перемещается от загрузочной зоны лзнггш к разгрузочной, а секция 19 - в противоположном на даавлен П с у.мсньшекным иагом. В первой фазе движения пальцы 27 скользят в прорезях обойм 2и, во второй - воздействуют на обоймы Т1 пере.;ещают и.х до соприкосновения с унорам.и 28. В результате ход обойКШ оказываотся меньше хода секщпЛВ, В процессе nei:-e jeтения секци 18 и обойм. 26 нахо.11Я га;еся на них щтыри воздо)ствуют на изделия первой половины линтш и перекатывают их с )гозишш на позицию. Штыр.и, находящиеся .иа секциях 19, разориентированы к штырям секций 18 .па 90 . нерем.ещаются издел51й, лежащих на пр.измах 16 второй половины . и не воздействуют на эти издел1ш. После завершею-ш хода г-ндроцйлпндра 23 осуществляется новорот секшп 18 и связа;чных с .ними через пальш-; 25 i: 27 соответственно секлий 19 и cooihNi 2G на
угол 90 , При обратном движениз штока гидроципиндра 23 осуществляется перемещение изделий второй половз ны линии с помощью штырей на секдаях 19 в направлении к разгрузочной зоне, а штыри секций 18 и обойм 26 беспрепятственно перемещаются ниже изделий, лежащих на приЗ мах 16 первой половины линии. Перемешение обоймы 26 в зюходное положение осуществляется так же, как при рабочем ходе,
После завершения обратного хода штока гидроципиндра 23 поворотом тяг осуществляется очередная смена положений штырей 20, и цикл возобновляется. В результате такой работы транспортного устройства воз можно осуществлять нагрев концов изделия на первой половине линии в момент перемещения изделия на второй и наоборот. Это позволяет питать устройства для индукщ-юн- ного нагрева от общего источника питания, подключая его поочередно к нагревательным устройствам, первой и второй половины линии.
Ревультатом такой работы является они- жение установленной мощности линии. Обеспечение уменьшенного шага перемещ.ения изделий в загрузочной зоне линии сокращае габариты и облегчает ее загрузку.
Формула изобретения
1. Автоматическая линия для изготовления полуосей, содержащая последователь- но размещенные по ходу технологического процесса станки для механической обработки и транспортное устройство, выполненное в виде налравляк шнх с пплзллЩ : для базирования изделий i; iijO,ao;ii-.:G i:ape.. мешающихся и яовор.чкваю11Пиооя Tiir с перпендикулярно ориекгкроваии1,:ми к н.к осзл штырямз-, отличающаяся тсы. что, с целью создаш-ш 1-сэ.и;л1;лС ;о--а то матизированного цикла, соз 5e;j-:cjc;uerc rsхалическ г-ю обработку. горячук обрабог; у давлением н терл:.ичес:1С;/;-о обработю ifsae-лкй, повыше1П1Я кроизьодительнсстк м сннжелия устаноЕлещюй могласстн, она снаб жена етаиком для горяче к Б юадки фланца изделия, cBHsaiiiibiM с ;cxaJ;и;змc ; грга:;сис тировки передающим ;стр01Ютвом, - ыпот еуным в толкателя с за.кзатамл ц кэпл-
ром, CTaiiKOM для ГОрЯЧС:Й Б:-ДССДКЗ; rTOVtiG--нз-ш изделия под шлиц: : и ;эаз1зодиь дга устройствами для местног-о икд)-кцконного нагрева Р1здс-лий на механизме трапелортиуюв7Ш при высадке и тег)Х1ообрабэ1-ко, причем; участки гаправляюш.их в зоне действая перодаюшего устройства зь;полнены ь виде утапливающихся и подпружикениых опор с роликами, вза -пх-юдействующил-зи с копиром передающего устройства, а каждая аз тяг траЕЮпортного устрожтва вь полнена двух секций с разорз :ептирова 11КЬ 1уи;: «а угол их поворота штырям,-; и связшглых i--:e: :,aj собой рычажлюй передачей, обеспечиваю.щей их противоположаюе ь продольком правлении перемешеиие.
2. Автоматическая- )-О п, 1, о ::« л И ч а ю щ а я с я TGIV;, чтО; с лелью уменьшения ео габаритов а обссиачышй: удобства при загрузке, штыри в загрузоч-. ной зоне линии размешены с З;ие;1ьшен;;ь; -з шагом lia обоймах, иродачьао иера; еша:с- щихся относительно тяг,
P
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления полуосей | 1978 |
|
SU743768A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Устройство Т.Т.Токпаева для высадки утолщений на стержневых заготовках | 1986 |
|
SU1386350A1 |
| Штамп для высадки утолщений на заготовках | 1982 |
|
SU1143506A1 |
| Линия для изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами | 1989 |
|
SU1764745A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Устройство для высадки утолщений на концах заготовок типа стержней | 1980 |
|
SU878403A1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
SJ
о
шш
//
t-
