Изобретение ,от1Н0-оится к Обработке металлов -давлением и .может быть ИС.пэльзова.во IB лроизводстве полуосей.
Известна автоматическая линия для изгогговлення полуосей, соде-ржащая шо-следовательно |размещенные по ходу техйол-эгнчеокого процесса устройства для механической обработки TOipuoiB изделия, устройство для горячей (высадки фл.аица изделия, устройство для горячей вы садк1н утолщен1ия под шлицы, устройство для Цбнтрования, а (разводные уст1ройства для индул сцнОН1НОГО (Напрева и ;межопаращи1С ННые передающие устройства 1.
Недостатком известной а1втоматнческой ли.нии является то, что та 1ней невозможно изготовление 1нолуо1сей с утолнде.ншем в средней части стержпя, а также полхосей с утолщенным фланцем.
Целью изобретения является ;расщир-ение технологических возможностей а1зтоматичеокой линии для изготовления полуосей.
Указанная цель достигается тем, что автоматичеокая линия снабжена устройством для горячей высадки утолщен ня IB средней ча1сти изделия с разъем1ными матрицами, одна из которых является стационарной и оов.мещвна с позицией транонортного устройства, устройст ва,ми для индукционного нагрева средней части изделия с петлевым
индуктором и верт:1,кально перемещающейся платфорМой, а передающее устройство снабжено нодв Иж;ным упором с э.ксцелтрлковым зажимом и взаилюяействуюлими с HliiM ограничителям.
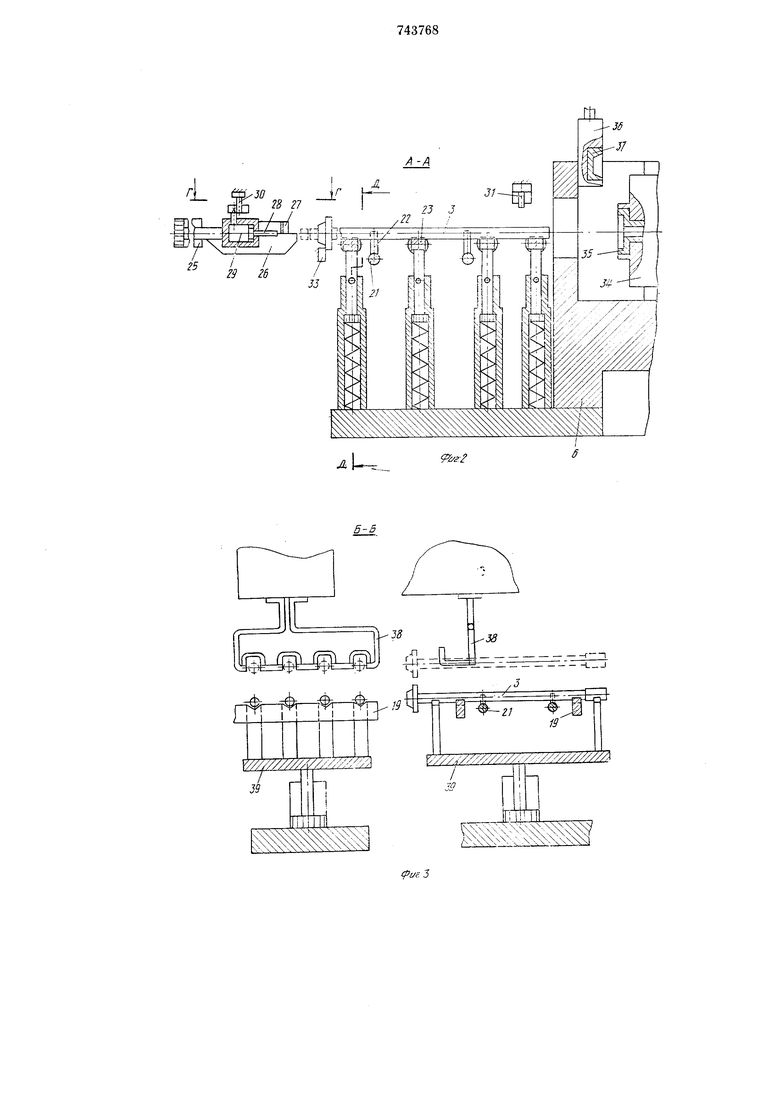
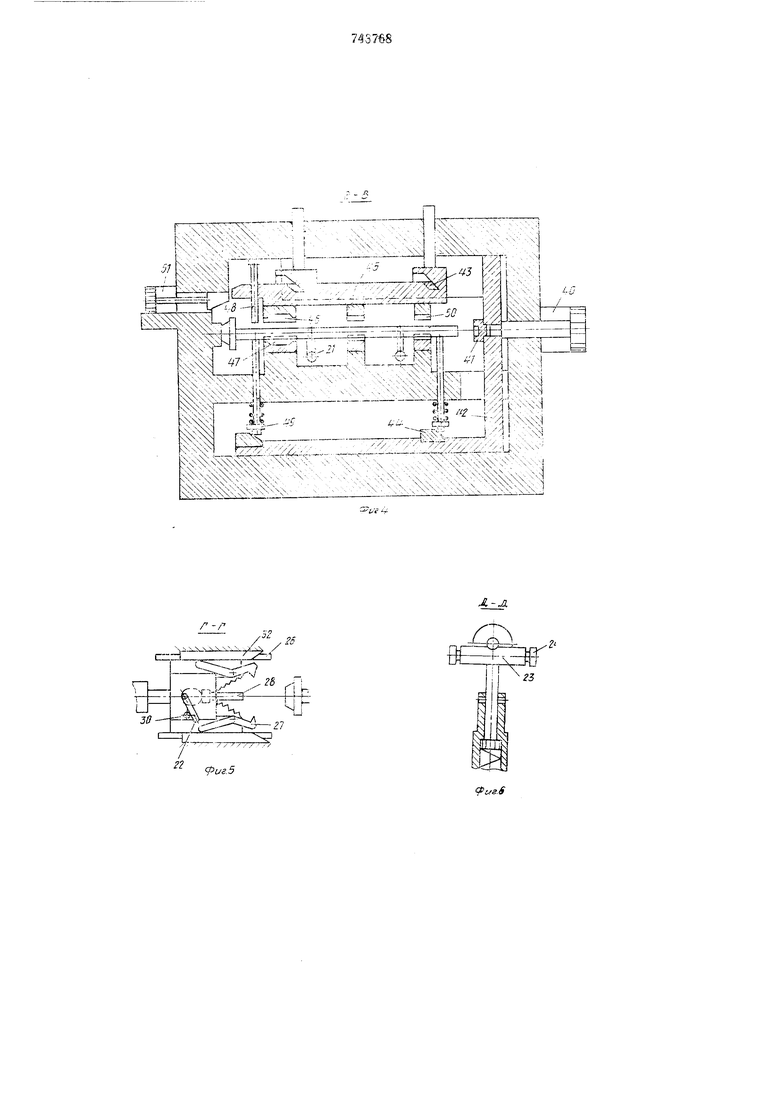
На фиг. 1 схематично изОбражена линия, iB пла.не; на фиг. 2 - разрез А-.4 на ф:иг. 1; на фиг. 3 -разрез Б-Б на фиг. 1; на фиг. 4 - раЗ(рез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2; на флг. б -
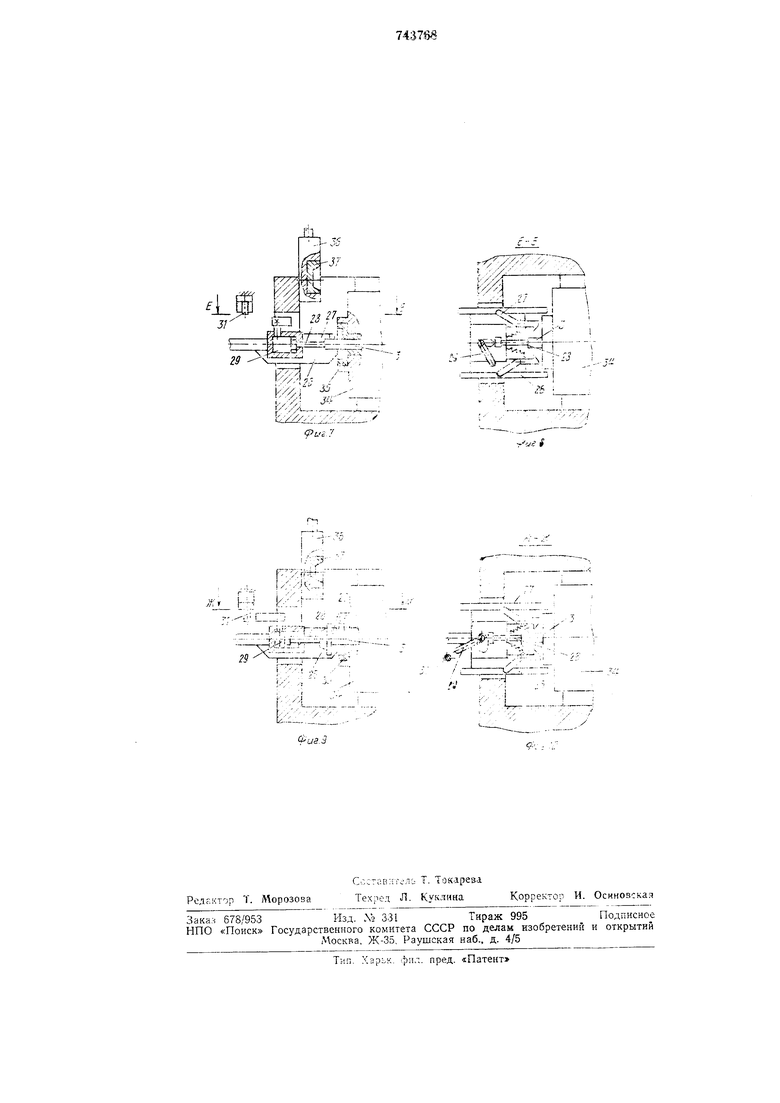
10 разрез Д-Д на фиг. 2; на . 7 - передающее устройство IB положении загрузки в устройство для высадки фланца изделия; гяа фиг. 8 - разрез -Е на фиг. 7; на фнг. 9 - передающее устройство в положении
15 З1звлечен1ия заготовки с выСаженнььм фла:нцемиз устройства для высадки; на фиг. 10 - разрез Ж-Ж на фиг. 9.
Автоматическая л;гния состоит из устройства 1 41 2 для механической обработки
20 торцов изделия 5, разводного устройства -/ для инду1щионного нагрева жонца изделия под 1высадху фланца, ле,редающего устройства 5, устройства 6 для горячей высадки фла:нца изделия, разводного устройства 7
25 для индукционного нагрева конца изделия под высадку лтолщания под шлицы, устройства 8 для горячей высадки утолщения ио;; щлицы, разводных устройств 9 и 10 для
30 индукционного нагрева высаженных участ;{-о:п :эд:еЛ:НЯ 1,п.ол 1нар,мализа:цию, |сгроист в // для iBCflHHoro охлаждения фла1н:ца -и VTOviщсния ГЮ..Ц шлицы, усцройства 12 для инд.у;К1.ию.нно:г-о .налревэ .под 1ВЫСа. уполще-лня ;в средней частей .изделия, усгройства 13 для го,ря-чей вькадкн утол.щеиия IB средней чаСТ:И изделия, .ройстпва 14 .д;:я И,аду.;сцао.н/иого ;на.г,ре.ва высажеаной средней части :;;дел:кя ,под .лормализацию, успройсива 15 для 8.0,4Я1И014) 1&хлажде.1шя утолщемня а средНСЙ ч-аСТ:н изделия, усгройства 18 для дгсха.ничаокой обработ.ки яа ружной поверх1ЮСТ1 фланца 1иэдел1и.я, устрОйсива 17 для .;.ент р10:ва;пня :из.делия -v лспройсхва 18 для , ;р1.зделия 1на т,ра;к,апо;ртйом устройсгйс .д.ри :меха1Ш1чзской о-бработке.
Г|1а.;юп-орТ;И:С.е услройств-о лн:н| и1 Садер:-к1 г нап;ра вляющие 19 с лризМаими для ба.1 рСВа 1И- Я 1изде..т1кя, илаикти 20 для .опраии-;еи:ня indneipочного .перемещения изделий .на т рaiH€ii.qpTiHo.M ;}1стройст1ве и л;родольно иере|-5е1иак Щ еся :и паворач.ивающиеся тАп 2/ со и1ты.ря.М:И 22 (.см. фНГ. 2).
У ч ;ucTiK I; :м ацр а1вл я ющи х up aiH-ono.pT.Hor о /стр-ойспва ,3 зойе действия передающего ;/стр.ой.ст1ва .вышолнены В :В1иде .П|ОДЛ руж1.и.нен {ых OiHiap 2-3, анабн ен1ных :рол1и-;а:м1Я 24.
Передающее усцройство содержит ,1ънез-.ипичеакий толкатель 25, 1на штоке которого ,)еплапы мапиры 26 с июдиружинен:;{Ы;У,11 .зах1ватам,и 27 и подв ИЖ1Ный уиор 28 с .зисцснтрлмуавым зажимо-ч 29. Передающее ycTipoAiCTiBo также .онаблсено стационарным :1Г,ра;нич:ителем 30, утапливаю.щимся от пнав.М|О цилиндр а 1алра1№ИЧИтелем 31 и стацисшаркыми упорами 32 « 33. Устройство 5 для го)ячей выюадми фла1нца изделия СОде)Ж;ит гО|рИз.антальный 1иолзу1н 34 с ;матр1ицей 35 и ае(ртикальный .ползун 36 с мат|р1ицей 37. .Малри цы 35 и 37 дрвдназшачены для ьы;адк:и флаяца изделия.
УсТ|ройст1ва -12 и 14 для .и.нд}1К1иио;1 Ного, 1:;апрева аредней части «зде.ги.я лод высад«у и 1но.рмал:изацию (см. ф|И1Г. 3) снабжены летлевым инду-кторОаУ 55 in вертикально |1;аремещак щейся от ииевмоцйлиадра .платф цр.мы 39, л:ред назиачеи ой для размеще,;|.и.я :из;;ел.ия 3.
(Стройсиво 13 для ;гО|рячей .выс.адаш утолщения в средней части изделия снабжено шидроцилиндром 40 (см. фиг. 4), «а штоке Которого за;креплены иажимная втулка 41 я -г ризан-талькая (каретка 42 с коши,рам1и 43 и 44. Уст|ройство 13 слаблсепо 3с,ртикальной кареткой 45, перемещаю.щейск от копя.ров 43, .и разъем1иы: и матрицами 46 и 47 для 1высад.ки утолщеиия в средней 1части апдели.я. Матрица 46 связана с вертикальной |Ка;реткой, а ниатрица 47 яеподеиЖна и ЯВляенся одной из позиций траИСпо;ртаого устройства. Уст1р1ойст1во 13 та1кже снаблчено С1ацио;на.р.ны.м съемииком 48, цо.длружи:нен1НЫМИ съемии1кам.и 49, вза.имодействуюш,и:ми с колирами 44, зажймиьимИПризма.мк 50 и клиновым пидравлическим заж.нмом 51.
В iMopmyce .сталка имеются выемки для ipacаоложения тяг тра/нспортноно устройсиза.
л.и1н.1:.а аоушйствляется следуюЩ И М io6pa.3OM.
Заготонку )ж.л.адмв.ают в запрузо-чной зоне линии 1И с томющью т,ра,нспо;рТ|Ного у.стройства иаредаюг .с .позиции -на (Позицию. Первоначально торцы заготовки цодвер.гаютоя мех.аиичеокой ибра ботке ,в устр-эйCTieax I/ и 2. Далее за Т(3и перехода ссуществляет1ся ,нагр-с- в ;сон.ца изделтгя под высадку флаяца в |разВ-одн,ам устр.ойстве 4. ПаjpeToe Изделие |П.о.па.дает иа чташллвага.циеся опоры 23. |Пке.вм.атичеок:ИЙ толкатель 25,
,пе)рамещаясь .и ..дейи:тв;уя уло.ром 28 ьт. ц.агретый торец издели.я, ишремещает eix) зю оиор.ам 23 В у..ойств.ю 6 для го,рячей аысад ки флаица (см. фиг. 7, 8j. Пр:и это.м ухгар 28 .цод дейС;:аиам э.хсцентриковЛо з;жи1ма 29 находитс.ч в крайнем передаем ,цо..тожбни1И, а О-лранИЧитоль 31 - в уто плепаом Л1Ол.о-жени1И. ио ход;, ае ремеи1вн;-1я .копиры 26 поочередно 1воздейстг;уют на .ролики 24 и отжимаю. ,ры 23.
НаПретое изделие г;;;и1адает .в горизонт ал ьного ..на 34, а пае1вмотолкатель 25 вы1водитая из зсны ухт,ройства 6. После оп-уюкамия в:артИ1кального .ползуна 36 оауществдяется ;вы.са.д1к;1 фланца Б мат-рпцах 35 и 37. После иодъема ползуна 36 и ча стичного выта.л1КИ|ва1К.ия } зделия с высаженным фла1н.цвм из матрицы 35 с по:мощь о 1спе.циаль(но дредусАЮрренных для этого в устройстве 6 рред ств, а после аерсмещения ограиич:ителя -3/ в нижнее .положеиие, ос) .ществляется Щ ремещение .:1..в.м.отолкателя 25 & устроГьству 6 (с.м. фиг. 9, lOj. При этом ;под 1во.здей;ст1вкем ограничителя 31 эксцентриковый зажиМ 29 освобождает }.i;op
28, а иодцружин-аниыс за.-ваты 27 «атала иваются на высай;ан.ный фланец изделия, заключая его .М-ежду .котгирai.wn 26, захватами 27 и y.noipoM 23. Hipiii этом уиор 28 отжИмается флагкцем -изделия на величнЩ, опреде таемую ТОлщииой фланца.
При Об.рат1Н||):-, дв-ижс-нии пнев.мсголкателя 25 иосле yтalr;л lвaнJгя ограничителя 31 изделие 3 i: фла:нд.-м извлекается из устрОйства 6 И iHt penVtciuaeicH -по олорал 23.
При это:м оло.ры 23 з зо:не нахождения фланца .изделия отлонмаются копирами 26 и (Не лрелятспвуют пе ремещепию фланца. В колце обратн.о.гО лада плев-.мотолкателя 25 упоры 32 воздей.ствуют на захваты 27, кото1рые освобождают фланец изделия. Дальнейшее даижвние изделия ло инерции щредотв|ращает ул10.р 33, .воздействующий -на его флаиец. При этом в конце хода лод .воздействием .ограничителя 30 эксцентриковый зажим 1парев-:аД|ИТ улар 28 в крайнее лередиее положение (см. . 2).
При дальнейи е.м пе ремещении изделия sra TipaiHianoipTHOM уст.ройстве лоследовательно осуществляется индукциоллый .нагрев за
тр.и дарех.ода .конца .издел.ия под высадк}
утолщения 1ПОД Ш.ТИЛЫ в разводном }1СТ;рОЙстве 7, высадка утолщения под шлицы в устройстве 8, индуявдиомяый налрев за три перехода высаженных фланда « утолще-ния под шлицы В 1разв0диых yicTipowcTBax 9 и 10 и ;местное 1водя1ное охл-аждение фланца « утолщения (ПОД шлицы в устройстве /У ;пссле охлаждения .издел-ия на воздухе в п,роцеосе тра:нспорти1ро,вкИ до темперар.рь С. Далее охлажденное изделие попадает в устройство 12 для илдукц о нкого нагрева, где с помощью платформы 39 перемещается ,в летлевой индуктор 38. После местнаго налрева средней части изделия под высадку с подющью платформы 39 изделие ,воз1В|р1ащается на TipaiHicinoprHoe устройство.
Нагрев изделия осуществляется за четыре neipexow a. Нагретое изделие попадает в устройство 13 для гсврячей высадки утолщен,ия в средней части изделия. При перемещении щтока Г1идр0цил.индра 40 копиры 43. воздействуя скосом на вертнкальную каретму 45, олу-окают ее в нижнее положение. При этом смыкаются разъемные .матращы 46 и 47, ох ваты1вая нагрет ю часть стержня изделия, утапливаются под воздействием пружнн 1съем1ника 49 и осуществляется охват изделия призмами 50. П/ри промежуточной остановке што,ка гидроцилшндра осуществляется дошолнителкное запирание разъемных матриц 46 л 47 «линовым зажимом 5L Цри дальнейшем движении щтока гидроадилиндра 40 Н.аж. втулка 41 воздействует 1н,а торец изделия ,и осуществляется высадка утолщения в матрицах 46 и 47. При этом цриз1мы 50 препятствуют про дольiBOMiy изгибу иаделия.
П(ри об|ратно.м двПЖбнии штока гидрощиливдра 40 по.сле раск|рытия зажима 51 ве;рти1кальная каретка 45 .под действием копиров 43 перемещается вверх, а копиры 44 воздействуют на гъем.ишки 49, которые отделяют полученное изделие от матрицы 47, а отделение от матрицы 46 осуществляется в .конце подъема веэтикалыной .каоеткт събмнико1М 48.
Далее изделие попадает в з стройство 14, где за четьБре перехода О существляется нагрев высаженного утоли ения в .средней его части лод нормализацию 1а1Налогично нагреву в устр.ойстве 12.
После охлаждения 1на воздухе до температуры 500-600 0 в процессе транспортировки изделие подвергается ;ме(тному водяному охлаждению в устройстве /5 и далее механической обработке в уютройсше 16 is центрованию ., ус.-пройстве 17.
Благодаря наличню уст1рой|ства 1В, г уст|рой|ств 12 и 14 дл1Я индукционного .нагрева создается возмож1ность изготовления полуосей с утолщением в средней части, iHai.ipiHMep полуосей грузовых авто1мо;билей с 1подкач1кой шин. При обеспечивается не только формирование утолщения, но и его термическая обработка.
Помимо этого, еа линии создается возл;.ож1ность ;изгот 0:влвния полуосей с утолщаииьим фланцем, так как наличие в передающем устройстве лодвижкого yin.o(pa, ;уП1равл немого от аксцентрикозого зажи.ма, создает возможность высадки фланца с толщиной, не зависимой от технологичесжн связанного расстояния между матрицами.
Формула изобретения
25
Автоматгическая линия для изахэтовления полуосей, содержащая последовательно размещенные по ходу технологического щроцасса устройства для ьмеханической обработки торцов а зделия, устройство для гррячс : высадки фланца изделия, устройство для го|рачей озысадки утолщения под щлицы, уст1ройс.тво для центрования, а также разводные устройства для индукционного
нагрева и .межоперационные передающие устроЙ1Ства, о т л и ч а ю щ а я с я тем, что, с целью расщирения тех;нологичсских возможностей, о:на снабжена устрой ством для, горячей высадки -утолщения в средней части изделия с разъемными матрнца.ми, одна из которых является стационарной и совмсще.на с позицией TpaHicniopTHoro устрой.стшп, устройствами для индукционного нагрева средней части изделия iC (петлевы|М индуктоpoiM и вертикально пе ремещающейся платфор;мой, а лередаюп1.ее устройство снабжено
подвижным уНОрО,М с ЭКСЦеИТрИЖОПЗЫМ 3(1ЖИ1МО.М и взаим1о:1ейст ующими с н-им огра.Н| 1чителями.
Источни.к .И::чфор;ма ции, принятый iBO внимание три э.копер-пизе:
. Авторское свидетельство СССР Л 547276, кл. В 21 J 5/08, 1974.
.
1Т,, 1 );a;f i32:::-;iji 1U
tSr 3IIIjlJJ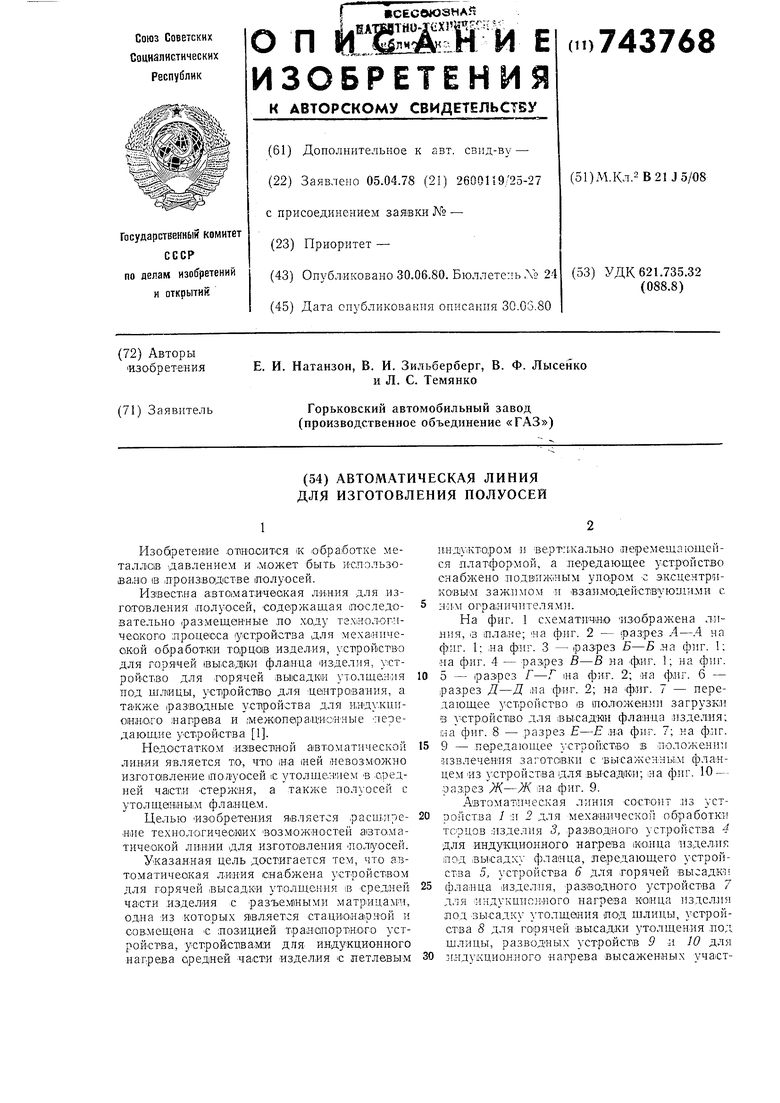
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления полуосей | 1974 |
|
SU547276A1 |
| Способ высадки стержневых изделий | 1984 |
|
SU1268268A1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| Линия для изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами | 1989 |
|
SU1764745A1 |
| Устройство для утолщения труб по внутреннему диаметру | 1983 |
|
SU1131583A1 |
| ОДНОУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЙ АВТОМАТ | 1970 |
|
SU285475A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| ПУАНСОН ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2010 |
|
RU2446905C2 |
| Поточная линия для обработки труб с утолщенными концевыми участками | 1988 |
|
SU1588784A1 |
| Штамп для высадки утолщений на заготовках | 1982 |
|
SU1143506A1 |
,:, .rj|||.
.
---.-ul.-llIir-illZpZI ТСШ---, 1 - i П irb-JlUp- iT-LEb . -
Ij -oqj ,,.
aHfc,-U,.
о 4,1-г-гГтГТГ
l -lLLL.
- ritr:1--:;
i:ijjj:r ii:3i,
I
cfcr - -i:rr::rrr Jr :r Ht,,Г--Г-Т-
1 1 ЛТ Г ТТ1Т-;р- &E-; ;-:-:.
-,
.
.
36
-5J
э rf „..fh
pйffт
fp
/
гь
л
J/zj j
I
55
J
.
J4д
ш
и
u
г/
г -г
иг.5
Р
т
т ±
Е::Р
II. ., f. i- r-Г, . - -
н -:./ . . г
3iLd 7
