Изобретение относится к области производства труб.
Известен стан для производства сварных труб, содержащий направляющие и подающие устройства, роликовую проводку, внутренние профильные валки и две формовочные клети, установленные перед сварочным узлом 1.
Однако в таких станах при горизонтальном расположении осей конусных роликов угол гиба полосы в роликовой проводке определяется конусностью роликов и по копструктпвным причинам пе может быть более 25-30°, что вызывает необходимость установки в линии формовочного стана дополнительной формовочной клети с открытым калибром.
С целью увеличения угла гиба полосы в роликовой проводке, сокращения количества формующего инструмента и длины стана ролики в предложенном устройстве установлены так, что их оси наклонены к горизонтальной плоскости под углом, равным половине угла формовки в клети с закрытым калибром, при этом конусность роликов в направлении формовки вначале уменьитается, а затем увеличивается.
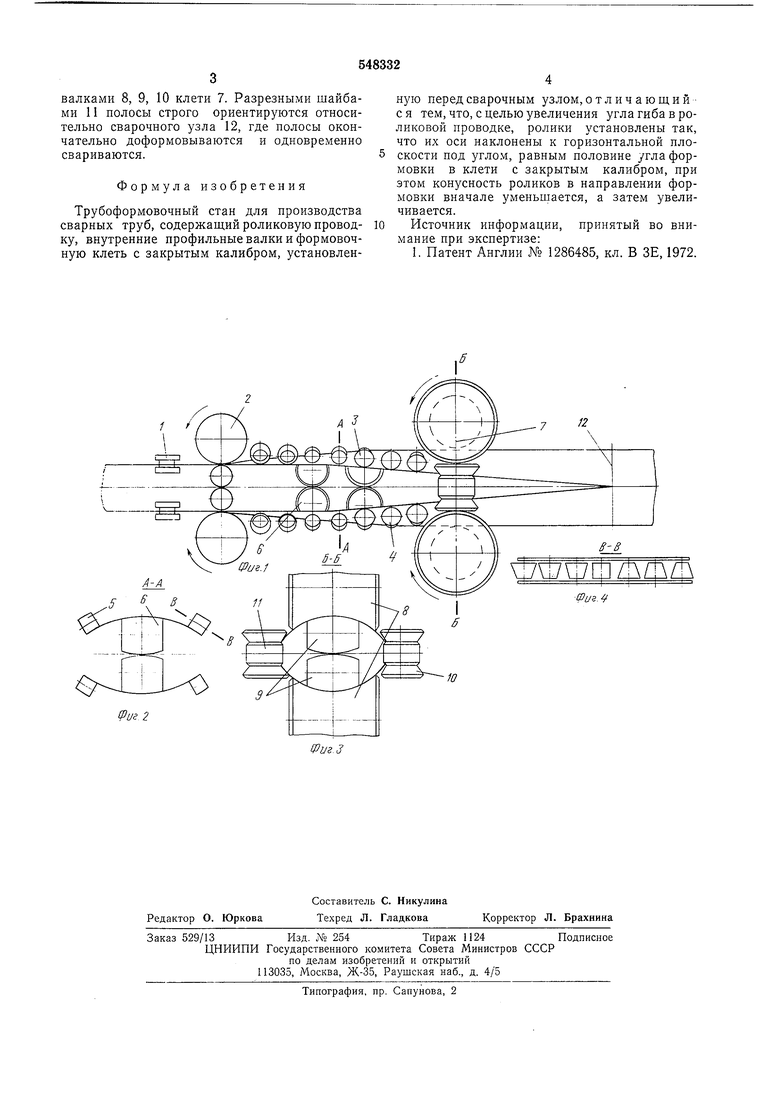
На фиг. 1 схематично изображен предлагаемый трубоформовочный стан; на фиг. 2- разрез по А-А на фиг. 1; на фиг. 3-разрез по Б-Б на фиг. 1; на фиг. 4-разрез по В-В на фиг. 3.
Трубоформовочный стан содержит направляющие ролики 1 и подающие горизонтальные валки 2, за которыми размещена роликовая проводка, выполненная из верхней и нижней пар блоков 3 и 4 роликов, установленных в смежных плоскостях так, что оси роликов 5 в каждом блоке 3 и 4 наклонены к горизонтальной плоскости под углом, равным половине угла формовки полосы в клети с закрытым калибром. Конусность роликов в каждом блоке 3 п 4 вначале уменьшается, а затем увеличивается в направлении формовки.
Для прогиба формуемых полос в роликовой проводке установлены пары холостых профильных валков 6, имеющих регулировку вдоль оси стана.
На минимальном расстоянии от последних роликов проводки установлена клеть 7 с закрытым калибром, выполненным из горизонтальных наружных валков 8 и внутренних валков 9, а также вертикальных валков 10 с разрезными шайбами 11. За клетью размещен сварочный узел 12.
Работа стана осуществляется следующим образом.
Две полосы разной ширины центрируются относительно оси трубы и подаются в стан. Конусными роликами 5 и профильными валками 6 полосы постепенно прогибаются, а затем обжимаются до необходимого профиля
валками 8, 9, 10 клети 7. Разрезными шайбами 11 полосы строго ориентируются относительно сварочного узла 12, где полосы окончательно доформовываются и одновременно свариваются.
Формула изобретения
Трубоформовочный стан для производства сварных труб, содержащий роликовую проводку, внутренние профильные валки и формовочную клеть с закрытым калибром, установленную перед сварочным узлом,отл ич ающий с я тем, что, с целью увеличения угла гиба в роликовой проводке, ролики установлены так, что их оси наклонены к горизонтальной плоскости под углом, равным половине угла формовки в клети с закрытым калибром, при этом конусность роликов в направлении формовки вначале уменьшается, а затем увеличивается.
Источник информации, принятый во внимание при экспертизе:
1. Патент Англии № 1286485, кл. В ЗЕ, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| Способ непрерывной формовки полосы в трубную заготовку | 1975 |
|
SU547248A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Трубоформовочный стан для производства двухшовных труб | 1972 |
|
SU465245A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Стан для производства сварных прямошовных труб | 1977 |
|
SU703176A1 |
| НЕПРЕРЫВНЫЙ ТРУБОФОРМОВОЧНЫЙ СТАН | 1969 |
|
SU232925A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
