1
Изобретение относится к области автоматической наплавки поверхностей сложного профиля и может быть использовано при сварке и нанлавке фигурных деталей, когда требуется поддерживать горизонтальное положение сварочной ванночки.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является система, содержащая Нривод поворота водила, привод перемещения детали вдоль водила, привод поворота детали, задатчик напряжения дуги, узел сравнения напряжения дуги с заданным, элементы измерения перемещения вдоль водила и угла поворота водила, задатчик скорости наплавки
1.
Длина дуги изменяется в процессе сварки путем перемещения горелки относительно поверхности при повороте детали. Изменение длины дуги служит сигналом для поворота водила, чем достигается обеспечение горизон1альности сварочной ванночки, и для перемепдения детали вдоль водила, чем достигается стабилизация длины дуги. Формирование сигналов управления приводами осуществляется с помощью фун(циональных потенциометров.
Однако в известной системе применяются сложные механизмы перемещения детали и функциональные .потенциометры, которые не обеспечивают достаточной точности слежения.
2
Цель изобретения - повышение точности слежения.
Это достигается тем, что входы привода вращения установочного стола соединены с выходами элементов измерения скорости вертикального и величины горизонтального перемещений стола относительно горелки, а его выход функционально связан с входом элемента измерения величины горизонтального перемещения стола, при этом входы привода горизонтального перемещения стола подключены к задатчику скорости наплавки и к элементам измерения скорости горизонтального перемещения стола и величины его вертикального перемещения, а вход элемента измерения величины вертикальных перемещений стола относительно горелки функционально связан с элементом измерения скорости вращения стола.
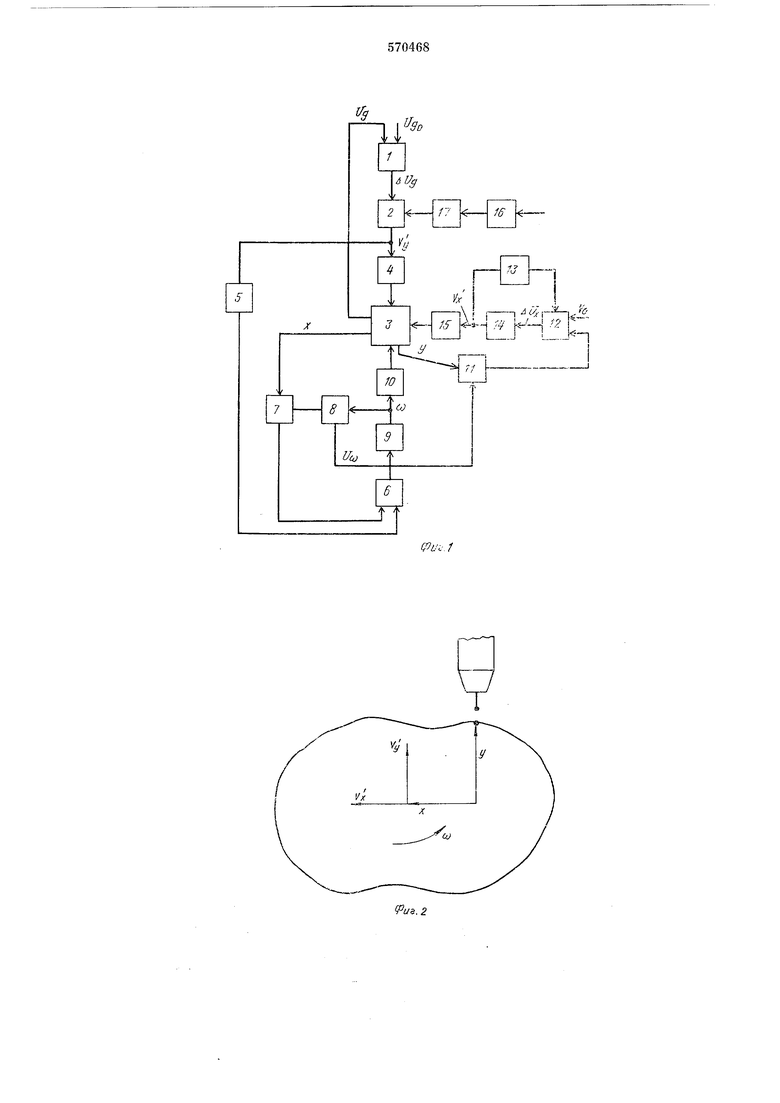
На фиг. I изображена блок-схема системы; на фиг. 2 - диаграмма скоростей и пример конфи-гурации наплавляемых деталей.
Система автоматической наплавки поверхностей сложного профиля содержит узел 1 сравнения напряжения дуги с заданным, соединенный с приводом 2 вертикального перемещения установочного стола 3 относительно горелки, редуктор 4, элемент 5 измерения скорости вертикального перемещения, суммирующее устройство 6 привода вращения, элемент
7измерения величины горизонтального перемещения стола относительно горелки, элемент
8измерения скорости вращения стола, привод 9 стола, редуктор 10, элемент
И измерения величины вертикального -перемещения стола относительно горелки, суммирующее устройство 12 привода горизонтального перемещения установочного стола относительно горелки, элемент 13 измерения скорости горизонтального перемещения стола относительно горелки, привод 14 горизонтального перемещения, редуктор 15, фотодатчики 16 и усилитель 17.
Работа системы осуществляется следующим образом.
Напряжение дуги t/д сравнивается с заданным напряжением /д , поступающим с задатчика напряжения дуги (не показан) в узле 1 сравнения. Полученная разность поступает в привод 2 вертикального .перемещения стола относительно горелки (или горелки относительно стола), который через редуктор 4 перемещает установочный стол 3 с деталью. Скорость вертикального перемещения Уу измеряется элементом 5 измерения скорости вертикального перемещения и поступает на вход суммирующего устройства 6 привода вращения стола. На второй вход устройства 6 одновременно поступает напряжение с элемента 7 измерения величины X горизонтального перемещения стола относительно горелки.
На вход элемента 7 подано напряжение с элемента 8 измерения скорости со вращения стола. В результате на входе привода 9 вращения стола формируется напряжение А/7ш - Уу+шХ. Привод вращения поворачивает стол с деталью через редуктор 10 до тех пор, пока не станет At/(o О, что соответствует горизонтальному положению сварочной ванночки. Одповременно с этим напряжение с элемента 8 измерения скорости вращения стола поступает на вход элемента 11 измерения величины Y вертикального перемещения стола относительно горелки. С выхода элемента 11 напряжение поступает на вход суммирующего устройства 12 привода горизонтального перемещения, на другие входы которого поступает напряжение с задатчика скорости наплавки Vo и напряжение с элемента 13 измерения скорости горизонтального перемещения Ух стола относительно горелки. Полученная разность Ух соУ поступает на привод 14 горизонтального перемещения стола относительно горелки (или горелки относительно стола), который через редуктор il5 перемещает стол так, что скорость сварки )) становится равной заданной Vg.
В результате обеспечивается стабилизация напряжения дуги (7д соп51 за счет привода 2, стабилизация горизонтального положения сварочной ванночки за счет привода 9, стабилизация скорости сварки за счет привода 14.
При наплавке плавящимся электродом величина вылета электрода выдерживается постоянной за счет фотодатчиков 16, которые вырабатывают корректирующий сигнал и подают его в привод 2 через усилитель 17.
Наличие системы позволяет значительно повысить точность слежения -при сварке и наплавке поверхностей больших габаритов с малыми радиусами кривизны поверхности, что позволяет примерно в 1,5-2 раза увели Кп
чить отношение- , где к - максимальное г
расстояние от центра поворота до .поверхности изделия; г - минимальный радиус кривизны.
Формула изобретения
Система автоматической наплавки поверхностей сложного профиля, содержащая Приводы горизонтального и вертикального перемещений установочного стола относительно горелки, приводы вращения стола, задатчик напряжения дуги, узел сравнения напряжения дуги с заданным, элементы измерения скоростей перемещения и вращения стола, элементы измерения величины указанных перемещений, задатчики скорости наплавки и величины вылета электрода, отличающаяся, тем, что, с целью повышения точности слежеиия, входы привода вращения установочного стола соединены с выходами элементов измерения скорости вертикального и величины горизонтального перемещений стола относительно горелки, а его выход функционально связан с входом элемента измерения величины горизонтального перемещения стола, при этом входы привода горизонтального перемещения стола подключены к задатчику скорости наплавки и к элементам измерения скорости горизонтального перемещения стола и величины его вертикального перемещения, а вход элемента измерения величины вертикальных перемещений стола относительно горелки функционально связан с элементом измерения скорости вращения стола.
Источники информации, принятые
во внимание при экспертизе 1. Патент ФРГ № 1014682, кл. 21h 30/17, 1958.
16
1
л
Н - Н к-Ч Г I1 1j
П
У
I ,, j.
t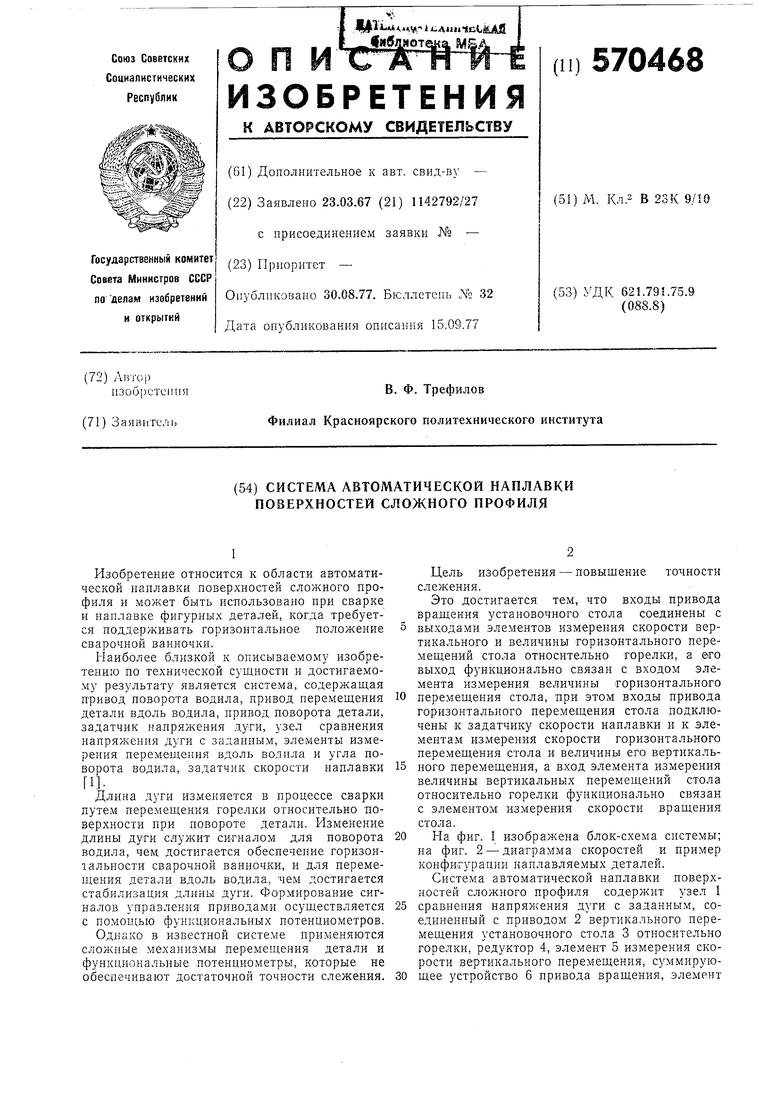

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ ПРИ ЭЛЕКТРОСВАРКЕ | 2010 |
|
RU2440220C2 |
| Устройство для перемещения и колебаний сварочной горелки | 1988 |
|
SU1547995A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Устройство для автоматической сварки криволинейных поверхностей малого радиуса | 1980 |
|
SU975277A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ РАДИУСО.М КРИВИЗНЫ | 1970 |
|
SU277151A1 |
| СПОСОБ НАПЛАВКИ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ ИЗДЕЛИЙ И СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078655C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ПОВОРОТНЫХ СТЫКОВ | 1997 |
|
RU2122931C1 |
| Способ изготовления пакетов магнитопроводов электрических машин и устройство для его осуществления | 1987 |
|
SU1636941A1 |
| Устройство для автоматической сварки иНАплАВКи СлОжНыХ пОВЕРХНОСТЕй | 1979 |
|
SU804278A1 |