можность экономить дефицитные материалы.
При сварке трением металл торцов деталей «размазывается ио всему стыку. То же ироисходит и при сварке с вспомогательными деталями, причем металл свариваемых деталей и вспомогательных деталей в стыке перемешивается. Это явление можно использовать для улучшения качества сварного шва и его легирования. Применяя вспомогательные детали, выполненные из материала с легируюш,ими элементами, можно в определенных пределах задавать необходимый химсостав в металле шва и получать заранее заданные свойства.
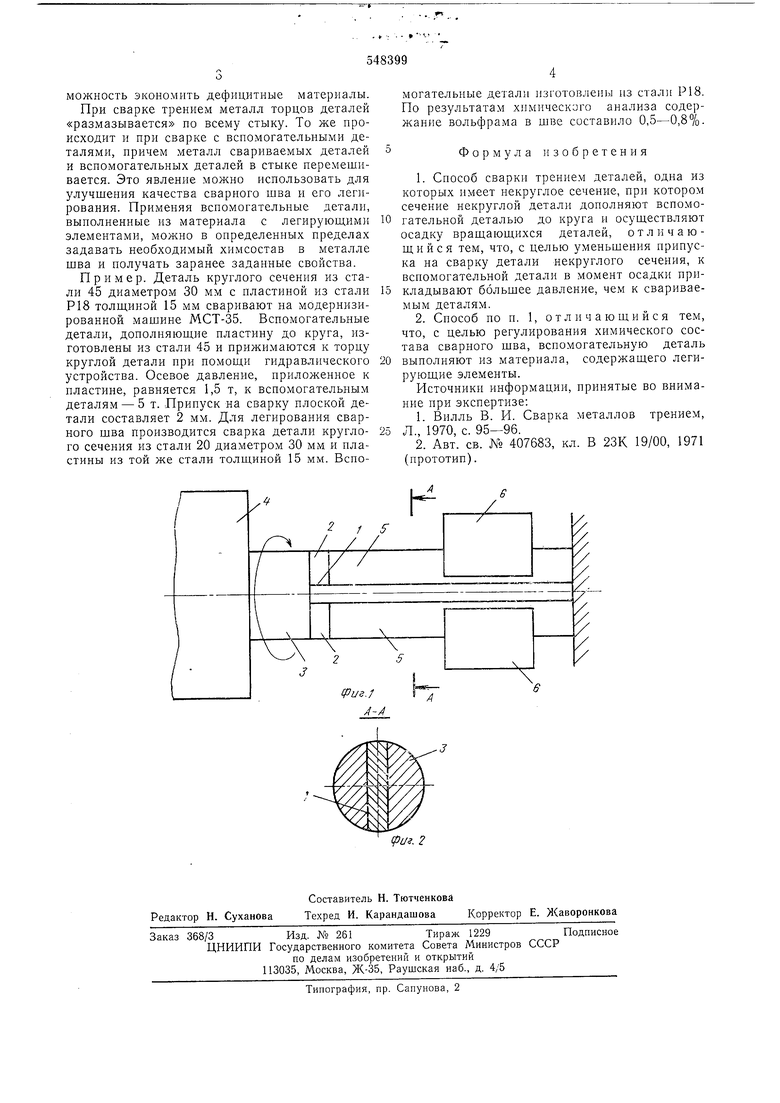
Пример. Деталь круглого сечения из стали 45 диаметром 30 мм с пластиной из стали Р18 толщиной 15 мм сваривают на модернизированной машине МСТ-35. Вспомогательные детали, дополняющие пластину до круга, изготовлены из стали 45 и прижимаются к торцу круглой детали при помощи гидравлического устройства. Осевое давление, приложенное к пластине, равняется 1,5 т, к вспомогательным деталям - 5 т. Припуск на сварку плоской детали составляет 2 мм. Для легирования сварного шва производится сварка детали круглого сечения из стали 20 диаметром 30 мм и иластины из той же стали толщиной 15 мм. Вспомогательные детали изготовлены из стали Р18. По результатам химического анализа содержание вольфрама в шве составило 0,5-0,8%.
Формула изобретения
1.Способ сварки трением деталей, одна из которых имеет некруглое сечение, при котором сечение некруглой детали дополняют вспомогательной деталью до круга и осуществляют осадку вращающихся деталей, отличающийся тем, что, с целью уменьшения припуска на сварку детали некруглого сечения, к вспомогательной детали в момент осадки ирикладывают большее давление, чем к свариваемым деталям.
2.Способ по п. 1, отличающийся тем, что, с целью регулирования химического состава сварного шва, вспомогательную деталь выполняют из материала, содержащего легирующие элементы.
Источники информации, принятые во внимание при экспертизе:
1.Билль В. И. Сварка металлов трением, Л., 1970, с. 95-96.
2.Авт. св. № 407683, кл. В 23К 19/00, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением деталей некруглого сечения | 1975 |
|
SU536917A1 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1484532A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1632694A1 |
