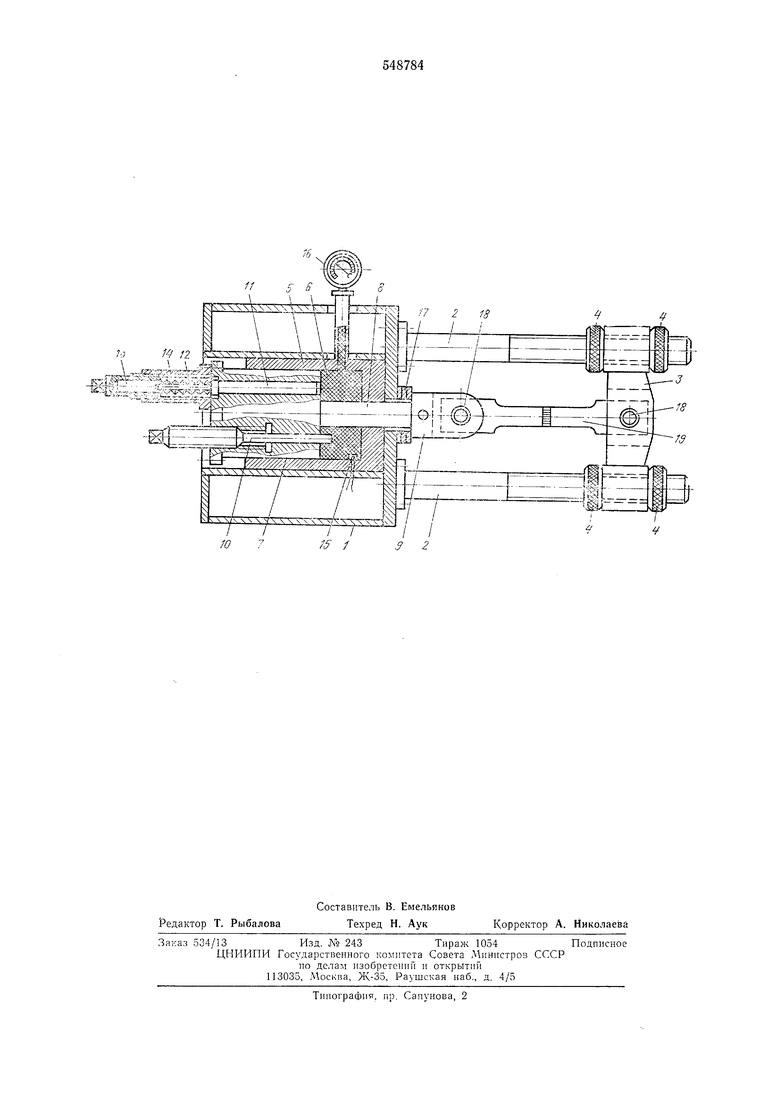
- На дополнительный плунжер 11 устанавливают пакет тарированных тарельчатых пружин 12 заданной податливости и поджимают на необходимую величину при помощи регулировочного винта 13. Таким образом, задают необходимый запас упругой энергии системы и податливости подвижного захвата 9. При введении в рабочий цилиндр 5 плунжера 10 создается давление гидропластмассы в полости 6. При этом nopujeHb 7 со штоком 8 и закрепленным на нем подвижным захватом 9 перемещается влево и упирается в закрепленный на корпусе 1 набор съемных колец 17. При дальнейшем введении в рабочий цилиндр 5 плунжера 10 происходит повышение давления гидропластмассы 6 до заданной величины, контролируемой датчиком давления 15 и манометром 16. Этим создается необходимая жесткость фиксации подвижпого захвата 9. Затем в зависимости от длины испытуемого образца 19 при помощи гаек 4 устапавливают и жестко фиксируют на направляющих стойках 2 неподвижный захват 3.
После этого при помощи пальцев 18 устанавливают па неподвижном 3 и подвижном 9 захватах половинки еще не сваренного образца 19. Далее начинают сварку образца. В процессе кристаллизации сварного шва и его последующего охлаждепия образец укорачивается и поскольку подвижный захват 9 давлением гидронластмассы в полости 6 на поршень 7 через шток 8 поджат к съемным кольцам 17, палец 18 подвижпого захвата 9 остается неподвижпым, а в испытуемом образце растут растягивающие напряжения в условиях, имитирующих жесткое защемление образца.
Когда растягивающие напряжения в испытуемом образце достигают такой величины, что их сумма превышает приложенную к подвил ному захвату 9 силу, создаваемую давлением гидропластмассы в рабочем цилиндре 5, подвижный захват 9 начнет перемещаться внраво и через щток 8 перемещать поршепь
7. Гидропластмасса, давление которой при этом возрастает, отжимает дополнительный нлунжер 11 и заполняет объем, освобождаемый им. При этом растягивающие нанряжеПИЯ в испытуемом образце растут но закону изл1епопия напряжений в сварном шве образца и регистрируются заппсывающей аппаратурой, соединенной с датчиком давления 15. После стабилизации сварочных напряжений
нагружающие усилия в образце могут быть увеличены перемещением плунжера 10.
Задавая величину предварительного давления гндропластмассы, а также перемещение дополнительного плунжера путем изменения
количества тарельчатых пружин и степени их поджатия, можно обеспечить испытание образцов с более высокой достоверностью определения изменений сварочных напряжений в условиях жесткого нли иодатливого закреплення свариваемых элементов.
Формула изобретения
Устройство для нснытания сварных соедипений, содержащее корнус, с которым связан неподвижный захват, нодвижный захват, соединенный с поршнем, цилнндро-поршневой пары, размещенной в корпусе п образующей заполненную гидропластмассой полость контролируемого давления, а также нагружающий плунжерный узел, отличающееся тем, что, с целью повышения точноети определения нанряжений в сварном шве в процессе фазовых превращений, в поршне выполнено
отверстие, в котором установлен нодпружиненный дополнительный плунжер, кинематически соединенный через тарированную пружину с размещенным на поршне регулировочныл1 винтом.
Источники информапии, принятые во внимание нри экспертизе
1.Апт. св. Л 378751 кл. G 01N 3/10, 1970.
2.Авт. св. № 222713, кл. G 01N 3/10 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ РАСТЯГИВАЮЩИМИ УСИЛИЯМИ | 1967 |
|
SU222713A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| УПЛОТНЕНИЕ | 1996 |
|
RU2124662C1 |
| Устройство для испытания образцов на растяжение | 1978 |
|
SU777542A1 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ ТАРИРОВКИ ДАТЧИКОВ ДАВЛЕНИЯ | 1973 |
|
SU368507A1 |
| СПОСОБ МОНТАЖА СБОРОЧНО-МОНТАЖНЫХ ЕДИНИЦ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2117600C1 |
| Устройство для испытаний металлов на трехосное сжатие с образцом в форме кольца | 2023 |
|
RU2816816C1 |
| Стенд для проведения статических и циклических испытаний крестообразных образцов | 2018 |
|
RU2735713C1 |
| Устройство для формовки полых изделий | 1987 |
|
SU1426738A1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |