Изобретение относится к области трубопрокатного производства, а точнее к рабочим клетям станов поперечно-винтовой прокатки.
Известна рабочая клеть трубопрокатного стана поперечно-винтовой прокатки 1, в которой механизмы установки валков связаны между собой синхронизируюпл,ими валами и имеют групповой привод.
Недостаток этих клетей заключается в том, что при необходимости маневрирования одним валком, например при поднастройке от адаптивной системы, ликвидации продольной разностенности, в процессе прокатки затрачивается значительное время на его пермещение из-за большого махового момента группового привода. Кроме того, у известной клетк большой вес, так как синхронизируюш,ие и распределительные редукторы смонтированы на станине клети, что вынуждает либо отказаться от такого прогрессивного способа ведения перевалки, как замена клетями, либо создавать специальные грузоподъемные средства. Из известных рабочих клетей станов поперечно-винтовой прокатки наиболее близкой по технической суш.ностн является трехвалковая клеть, содержаш,ая станину, три барабана с валками и индивидуальные механизмы установки валков 2.
Недостатком известной конструкции трехвалковой клети является сложность и неудобство настройки клети на заданный размер. При переходе на другой сортамент легко и неизбежно происходит потеря совмешения центра клети с осью прокатки в результате
маневрирования валками. Это объясняется тем, что валки, неремещаюш,иеся от индивидуальных приводов вне связи друг с другом, имеют различную величину сопротивления перемеш,ению, а следовательно, и различную величину перемешения, что приводит к неточности их установки, значительно удлиняет процесс размерной наладки и снижает производительность клети.
Целью настоящего изобретения является сокращение времени настройки на заданный размер. .
Поставленная цель достигается созданием трехвалковой клети стана поперечно-винтовой прокатки, содержащей станину, три барабана
с валками и индивидуальные механизмы установки валков, которая, согласно изобретению, снабжена двумя стационарно установленными редукторами, двумя расцепными муфтами, связывающими каждый редуктор с индивидуальным механизмом установки одного валка, и синхронизирующим валом, соединяющим редукторы между собой.
Такое конструктивное выполнение трехвалковой клети стана поперечно-винтовой прокатки позволяет сократить время настройки клети на заданный размер за счет того, что нижние валки, неремещаясь синхронно, обеспечивают постоянство совмещения центра клети с осью прокатки. Кроме того, в предложенной клети возможна перевалка клетями, ввиду того, что синхронизирующие редукторы нижних валков не входят в массу съемной части клети.
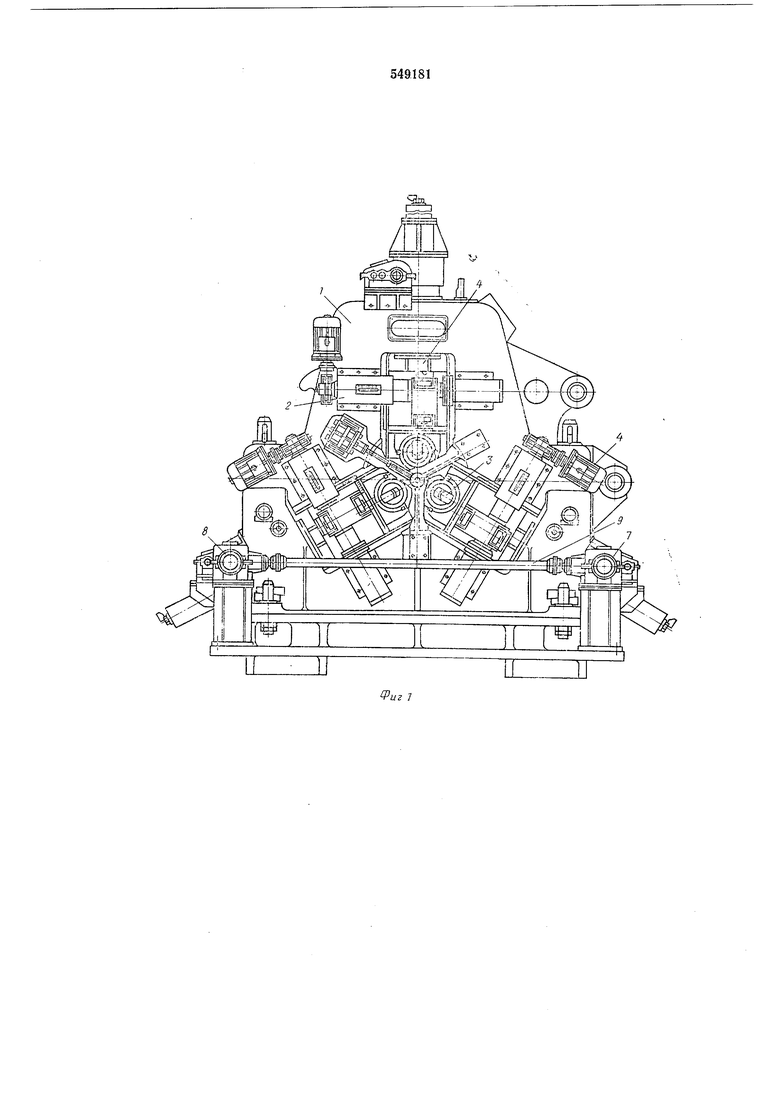
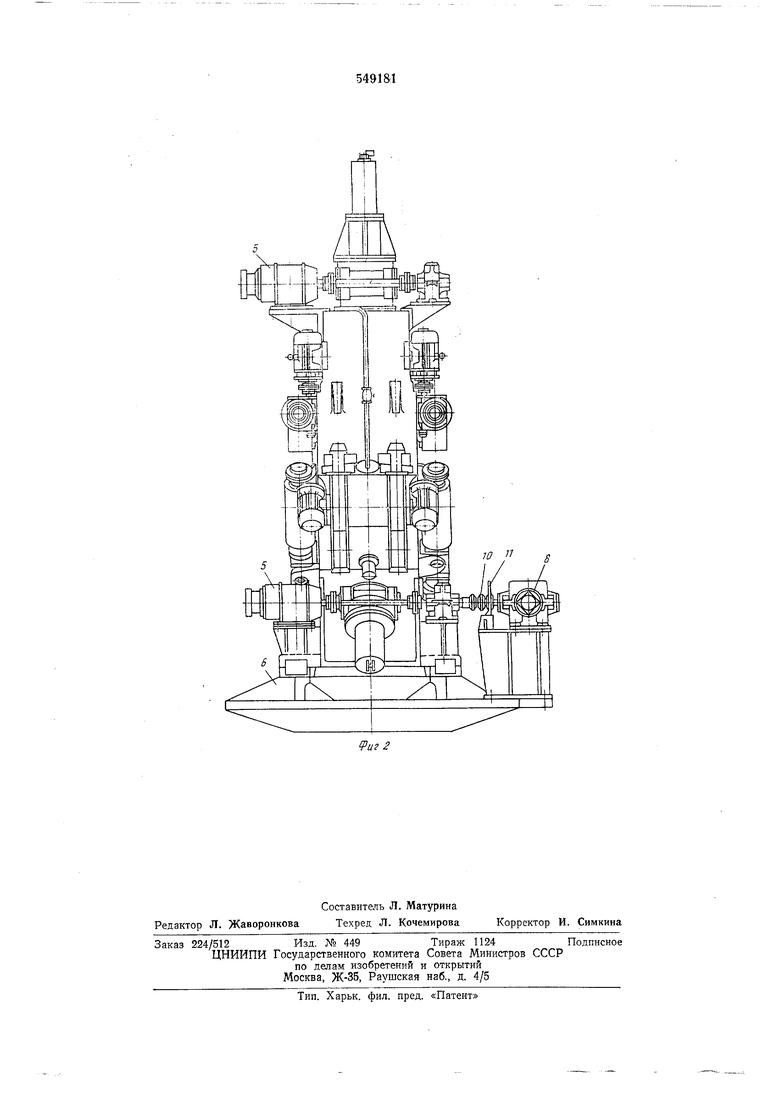
На фиг. 1 изображена трехвалковая клеть стана поперечно-винтовой прокатки, вид спереди; на фиг. 2 - то же, вид сбоку.
Трехвалковая клеть стана понеречно-винтовой прокатки содержит станину /, в расточках которой в направляющих установлены барабаны 2 с жестко закрепленными узлами валков 3. Расстояние между валками 3 изменяется перемещением барабанов в направляющих станины при помощи механизмов 4 установки валков с индивидуальными приводами 5. На плитовине 6 клети установлены два редуктора 7 и S, которые связаны между собой синхронизирующим валом 9, а с механизмами 4 установки двух нижних валков соединены расцепными муфтами 10, имеющими приводы включения //.
Настройка клети осуществляется следующим образом.
Действием привода включения // расцепные муфты 10 входят в контакт, при этом в цепь механизмов установки нижних валкоз включается синхронизирующая связь в составе редукторов 7, 5 и вала 9. Затем от действия приводов нижних валков на заданную величину перемещаются нижние валки. Благодаря синхронному перемещению нижних валког. ось клети и ось прокатки остаются совмещенными в любой момент времени. Далее на заданную величину перемещается верхний валок, корректировка положения которого л дальнейшем не влияет на положение оси прокатки.
Нри перевалках действием привода включения // расцепные муфты 10 выводятся из контакта, перемещаясь на требуемое расстояние. При этом редукторы 7 и 5 и синхронизирующие связи отключаются и остаются иа
плитовине, а клети меняются.
Такид образом, трехвалковая клеть стана поперечно-винтовой прокатки по сравнению с лучшими образцами аналогичного оборудования позволяет сократить время настройки клети на заданный размер. Вследствие этого повышается производительность клети.
Формула изобретения
Трехвалковая клеть стана поперечно-винтовой прокатки, содержащая станину, три барабана с валками и индивидуальным механизмом установки валков, отличающаяся тем,что, с целью сокращения времени настройки на размер, она снабжена двумя стационарно зстановленными редукторами, двумя расцепными муфтами, связывающими каждый редуктор с индивидуальным механизмом установки одного валка, и синхронизирующим валом, соединяющим редукторы между собой.
Источники информации, принятые во внимание при экспертизе: 1. Авт. св. № 205790, В 21 В 19/02, 1965 г.
2. Заявка ФРГ № 1961092 по кл. 7а, 19/02 от 17.01. 1974 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Трехвалковая рабочая клеть винтовой прокатки | 1978 |
|
SU741967A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Клеть стана винтовой прокатки | 1986 |
|
SU1404128A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1993 |
|
RU2038176C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1967 |
|
SU205790A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| Трехвалковая клеть стана поперечновинтовой прокатки труб | 1975 |
|
SU505452A1 |