Изобретение относится к области обработки металлов да1влением.
Известен опособ inp весов ания изделий жидкостью высокого давления, по которому перед .выда1вли1ва1нием через очко матрицы производят всестороннее сжатие заготовки давлением сжатой в контейнере жидкости для перевода заготовки в пла1сти1чное состояние. Однако технологичеокие воз)можности известного способа .прессования ограничены, так как его осуществляют с противодавлением, что обеспечивает 1получе1ние изделий ограиичевной длИ1НЫ и требует применения дорогостоящих и сложных установок. Kpoaie того, процесс преосоваиия заготовки ведут при воздействии на торец заготовки жестким пуансоном.
По предложенному способу для расширения технологических возможностей процесса выдавливание осуществляют давлением сжатой жидкости в среду с ат)мосферным давлением.
Сущность изобретения поясняется чертеЖО М.
Способ осуществляют следующим образом.
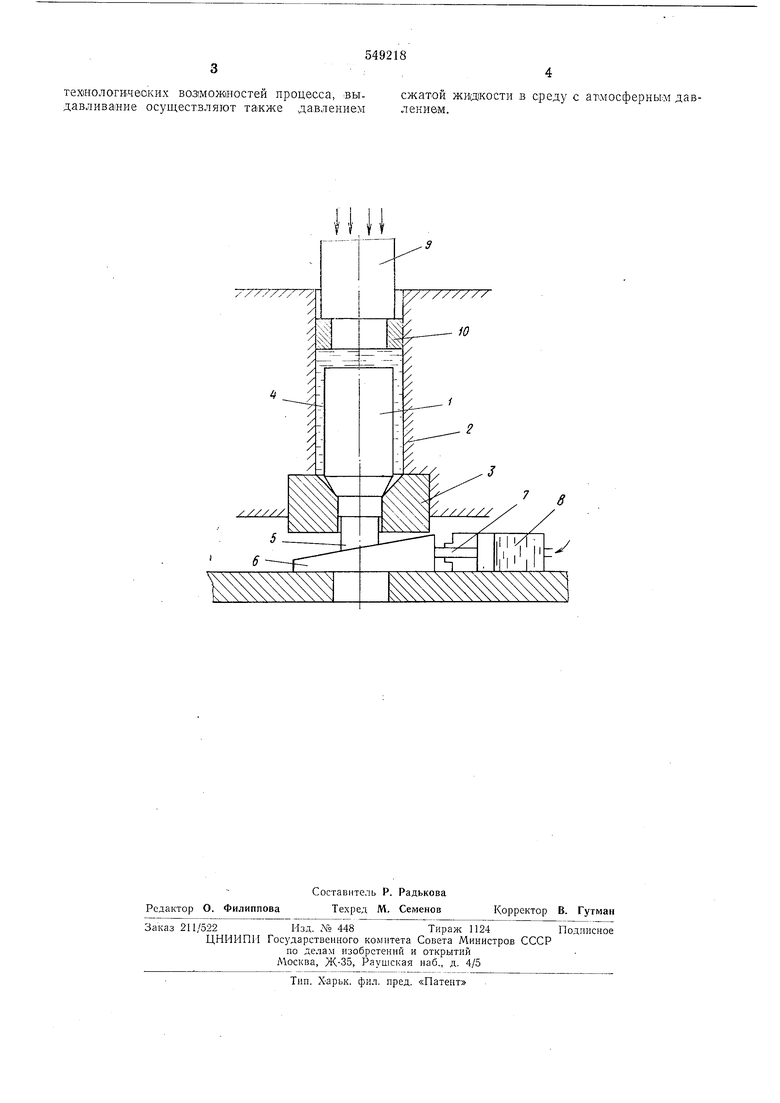
Заготовку 1 из хрупкого металла помещают в контейнер 2 на (Матрицу 3 и залявают рабочую жидкость 4. Затем в выходное отверстие матрицы устанавливают толкатель 5 и
ПОДВОДЯТ клин-упор 6, соединенный со штоком 7 гидроцилиндра 8. Перемещением пуаисона 9 с уплотнением 10 создают необходимое давление рабочей жидкости 4. При достижении заданного давления :В контейнере гидроциЛ11ндро;м 8 освобождают клин-упор 6 и заготовка / выдавливается через матрицу 3 при постоянном давлении, превышающем требуемое давление течения, которое обеспечивается за счет синхронного ускорения хода пуансона или за счет создания соответствующего энергетического запаса в сжатой рабочей жидкости.
Таким образом, способ обеспечивает осуществление нестационарного гидростатического выдавливания хрупких металлов и сплавов при повыщенных и постоянных давлениях при истечении.
Формула изобретения
Способ прессования изделий жидкостью высокого давления, по которому перед выдавливанием через очко матрицы производят всестороннее сжатие заготовки давлением сжатой в контейнере жидкости дляперевода заготовки в пластичное состояние, отличающийся тем, что, с целью расщирения
теянологичбоких воз можностей процесса, выдавливаиие осуществляют также давлением
сжатой жидкости в среду с атмосферным давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидромеханического прессования изделий | 1970 |
|
SU495132A1 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| Способ прессования изделий | 1975 |
|
SU683820A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| Штамп для прямого выдавливания | 1978 |
|
SU871980A1 |
| СПОСОБ ОБРАТНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2013154C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| СПОСОБ ГИДРОЭКСТРУЗИОННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2010 |
|
RU2457055C2 |
8
