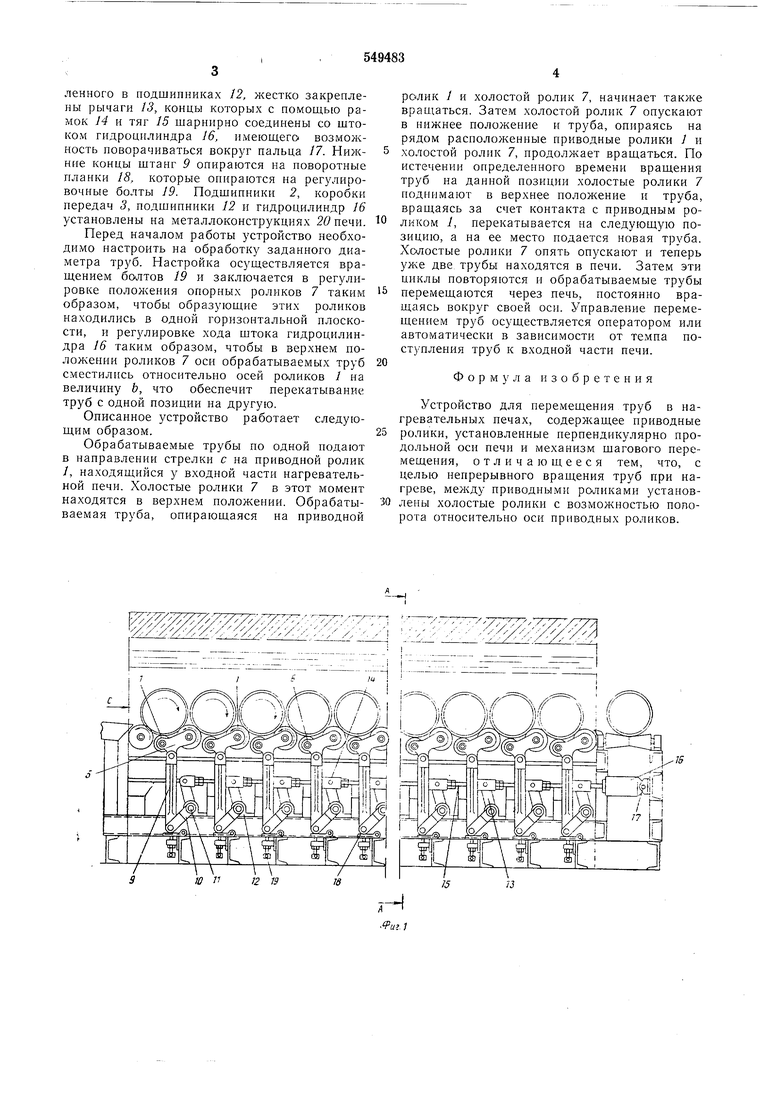
ленного в подшипниках 12, жестко закреплены рычаги 13, концы которых с ПОМОЩЬЕО рамок М и тяг 15 шарнирно соединены со штоком гидроцилиндра 16, имеющего возможность иоворачиваться вокрзг пальца 17. Нижние концы штанг 9 опираются на поворотные планки 18, которые онираются на регулировочные болты J9. Подшипники 2, коробки передач 3, подшипники 12 и гидроцилиндр 16 установлены на металлоконструкциях 26печи.
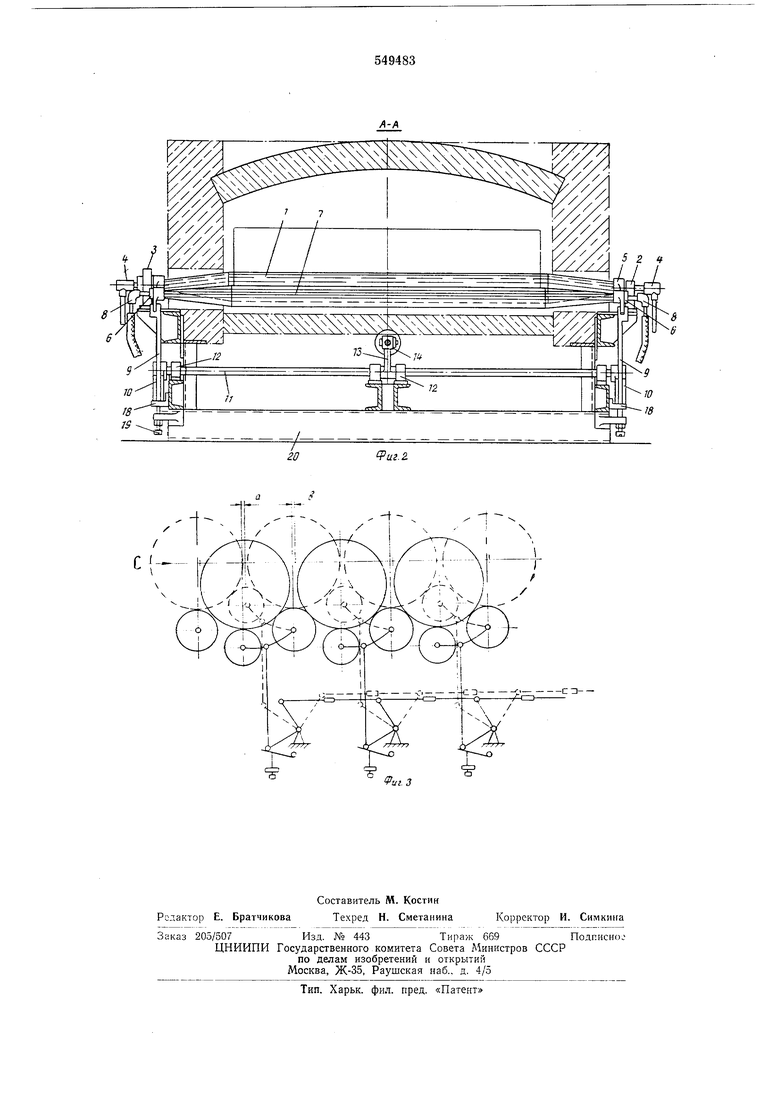
Перед началом работы устройство необходимо настроить на обработку заданного диаметра труб. Настройка осуществляется вращением болтов 19 и заключается в регулировке положения опорных роликов 7 таким образом, чтобы образующие этих роликов находились в одной горизонтальной плоскости, и регулировке хода штока гидроцилиндра 16 таким образом, чтобы в верхнем иоложении роликов 7 оси обрабатываемых труб сместились относительио осей роликов / на величину Ь, что обеспечит иерекатывание труб с одной позиции на другую.
Описанное устройство работает следующим образом.
Обрабатываемые трубы по одной подают в направлении стрелки с на приводной ролик /, находящийся у входной части нагревательной печи. Холостые ролики 7 в этот момент находятся в верхнем иоложеиии. Обрабатываемая труба, опирающаяся на приводной
ролик / и холостой ролик 7, начинает также вращаться. Затем холостой ролик 7 опускают в нижнее положение и труба, опираясь на рядом расиоложенные ириводные ролики 1 и
холостой ролик 7, продолжает вращаться. По истечении определенного времени вращения труб на данной позиции холостые ролики 7 поднимают в верхнее положение и труба, вращаясь за счет контакта с приводным роликом /, перекатывается на следующую позицию, а на ее место подается новая труба. Холостые ролики 7 опять опускают и теперь уже две трубы находятся в печи. Затем эти циклы повторяются и обрабатываемые трубы
перемещаются через печь, постоянно вращаясь вокруг своей оси. Управление перемещением труб осуществляется оператором или автоматически в зависимости от темпа поступления труб к входной части печи.
Формула изобретения
Устройство для иеремещения труб в нагревательных печах, содержащее приводные ролики, установленные нерпендикулярно продольной оси печи и механизм шагового перемещения, отличающееся тем, что, с целью непрерывного вращения труб при нагреве, между приводными роликами установлены холостые ролики с возможностью попорота относительно оси приводных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ РУЛОНОВ ЛЕНТЫ | 1969 |
|
SU250859A1 |
| Станок для обработки торца труб | 1984 |
|
SU1260163A1 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| Станок для обработки труб | 1983 |
|
SU1144806A1 |
| УДАРНЫЙ МЕХАНИЗМ | 1990 |
|
RU2041791C1 |
| Станок для обработки ферромагнитных сердечников | 1981 |
|
SU1109075A3 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| УСТАНОВКА ДЛЯ ПОДАЧИ ТРУБ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2070447C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
Уиг.З
