Перемещение оправки в процессе прокатки одной трубы сначала против направления прокатки, а затем ее реверсирование и возвращение в исходное положение для ирокатки следующей трубы позволяет сократить количество вспомогательных операций, время цикла прокатки, увеличив тем самым производительность процесса прокатки в целом.
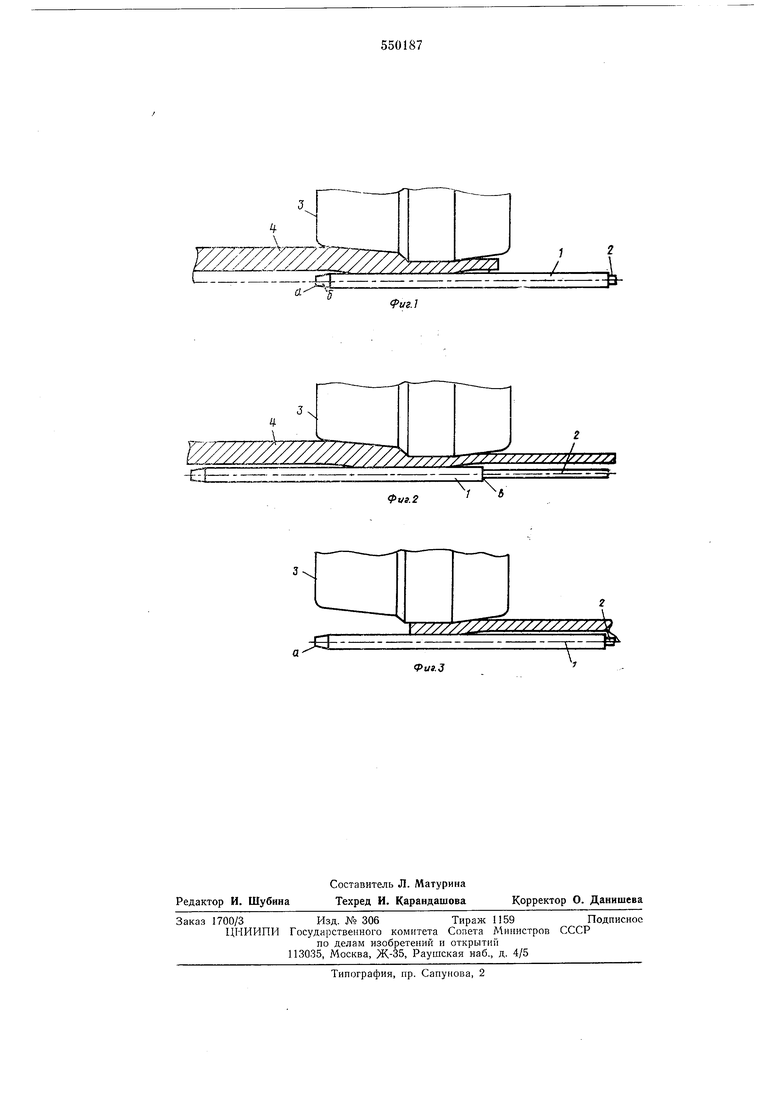
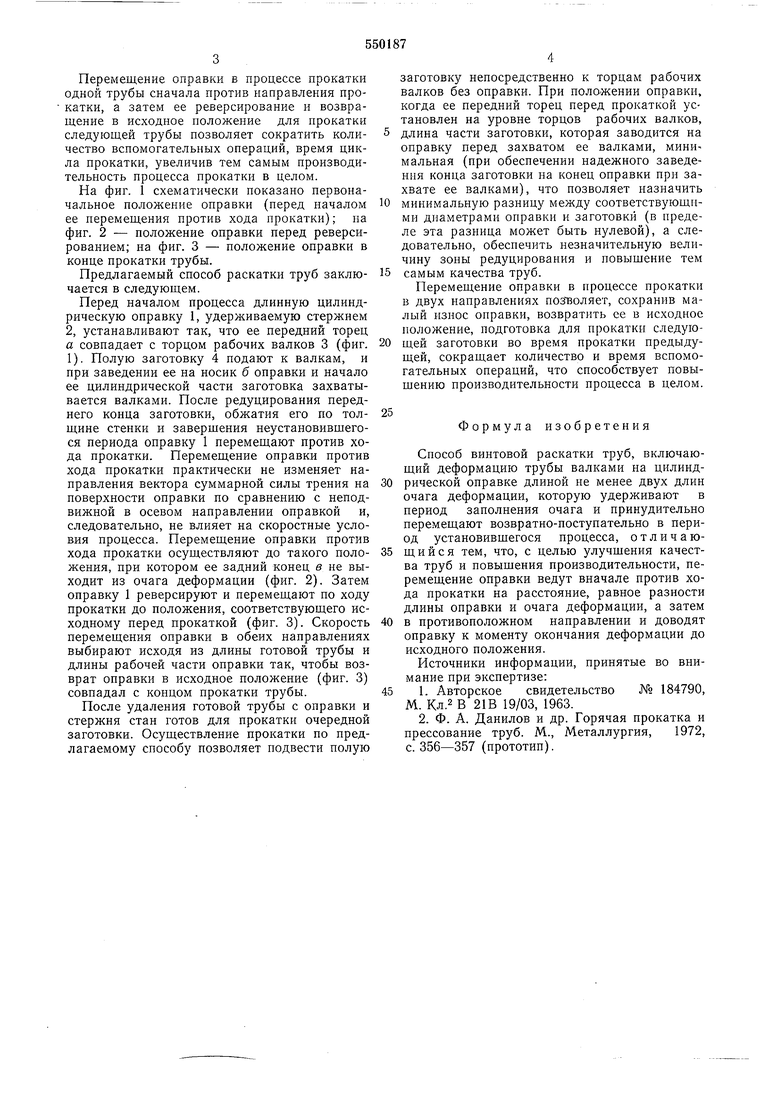
На фиг. 1 схематически показано первоначальное положение оправки (перед началом ее перемещения против хода прокатки); на фиг. 2 - положение оправки перед реверсированием; на фиг. 3 - положение оправки в конце прокатки трубы.
Предлагаемый способ раскатки труб заключается в следующем.
Перед началом процесса длинную цилиндрическую оправку 1, удерживаемую стержнем 2, устанавливают так, что ее передний торец а совпадает с торцом рабочих валков 3 (фиг. 1). Полую заготовку 4 подают к валкам, и при заведении ее на носик б оправки и начало ее цилиндрической части заготовка захватывается валками. После редуцирования переднего конца заготовки, обжатия его по толщине стенки и завершения неустановившегося периода оправку 1 перемещают против хода прокатки. Перемещение оправки против хода прокатки практически не изменяет направления вектора суммарной силы трения на поверхности оправки по сравнению с неподвижной в осевом направлении оправкой и, следовательно, не влияет на скоростные условия процесса. Перемещение оправки против хода прокатки осуществляют до такого положения, при котором ее задний конец в не выходит из очага деформации (фиг. 2). Затем оправку 1 реверсируют и перемещают по ходу прокатки до положения, соответствующего исходному перед прокаткой (фиг. 3). Скорость перемещения оправки в обеих направлениях выбирают исходя из длины готовой трубы и длины рабочей части оправки так, чтобы возврат оправки в исходное положение (фиг. 3) совпадал с концом прокатки трубы.
После удаления готовой трубы с оправки и стержня стан готов для прокатки очередной заготовки. Осуществление прокатки по предлагаемому способу позволяет подвести полую
заготовку непосредственно к торцам рабочих валков без оправки. При положении оправки, когда ее передний торец перед прокаткой установлен на уровне торцов рабочих валков, длина части заготовки, которая заводится на оправку перед захватом ее валками, минимальная (при обеспечении надежного заведения конца заготовки на конец оправки при захвате ее валками), что позволяет назначить
минимальную разницу между соответствующими диаметрами оправки и заготовки (в пределе эта разница может быть нулевой), а следовательно, обеспечить незначительную величину зоны редуцирования и повышение тем
самым качества труб.
Перемещение оправки в процессе прокатки в двух направлениях позволяет, сохранив малый износ оправки, возвратить ее в исходное положение, подготовка для прокатки следующей заготовки во время прокатки предыдущей, сокращает количество и время вспомогательных операций, что способствует повышению производительности процесса в целом.
Формула изобретения
Способ винтовой раскатки труб, включающий деформацию трубы валками на цилиндрической оправке длиной не менее двух длин очага деформации, которую удерживают в период заполнения очага и принудительно перемещают возвратно-поступательно в период установившегося процесса, отличающийся тем, что, с целью улучшения качества труб и повышения производительности, перемещение оправки ведут вначале против хода прокатки на расстояние, равное разности длины оправки и очага деформации, а затем
в противоположном направлении и доводят оправку к моменту окончания деформации до исходного положения.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 184790, М. Кл.2 В 21В 19/03, 1963.
2. Ф. А. Данилов и др. Горячая прокатка и прессование труб. М., Металлургия, 1972, с. 356-357 (прототип).
d f
fus.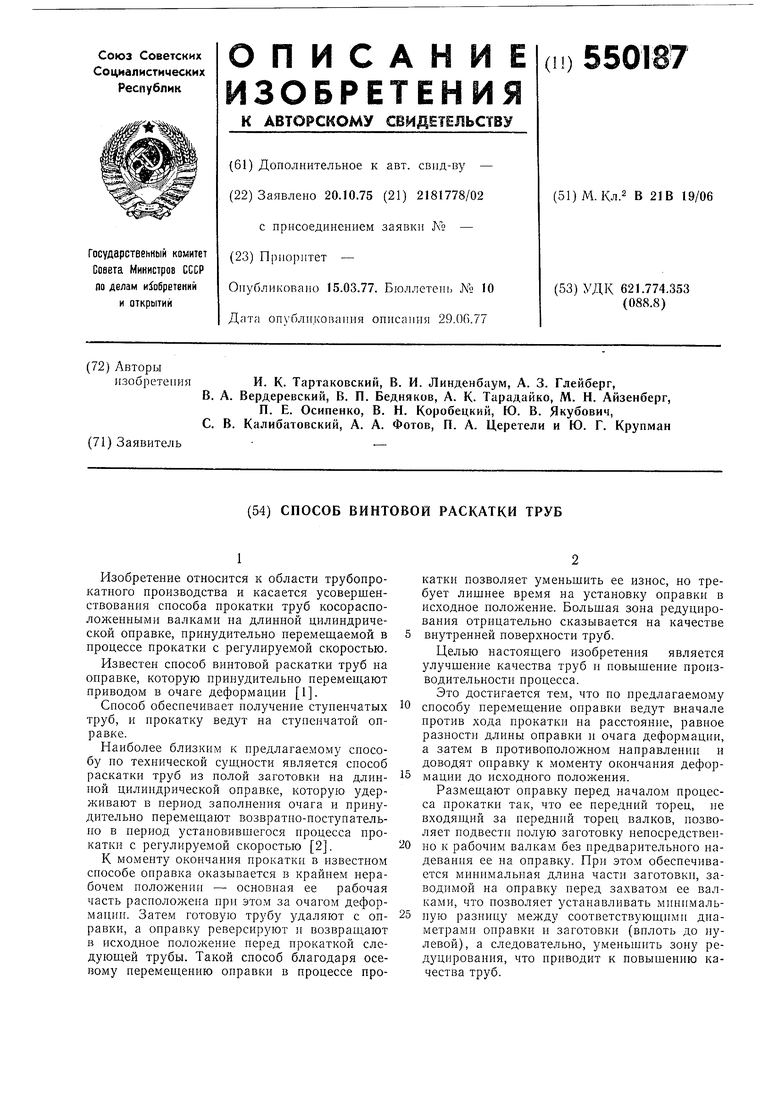
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1998 |
|
RU2146569C1 |
| Способ винтовой прокатки труб | 1977 |
|
SU655441A1 |
| Способ периодической прокатки труб | 1979 |
|
SU825214A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| Способ поперечно-винтового элонгирования | 1981 |
|
SU997867A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА АВТОМАТИЧЕСКОМ ТРУБОПРОКАТНОМ СТАНЕ | 2024 |
|
RU2823281C1 |
| Способ изготовления втулок с фланцем | 1983 |
|
SU1155342A1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |