(54) СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ВЫДАВЛИВАНИЕМ
MgO0,6-1,8
F20,5-3,0
В качестве связующего вещества можно использовать, например жидкое стекло или сульфидно-целлюлозный щелок. Ниже даны примеры осуществления изобретения, не исключающие других вариантов в объеме предмета изобретения.
Пример 1. При выдавливании профиля типа «гонок с вытяжкой из заготовок стали ШХ-15 диаметром 120 мм и длиной 240 мм при температуре 1250°С в качестве технологической смазки используют смазочные щайбы, сформованные из вещества следующего состава, вес. %:
Ваграночный шлак90
Эфель5
Сульфидно-целлюлозная барда5
Состав ваграночного щлака, вес. %:
SiOa41,56
AlsOa16,23
TiOa1,52
FeO10,22
MnO8,63
CaO19,39
MgO1,29
NasO0,59
K200,43
PsOs0,14
Состав эфеля, вес. %:
SiOa49,22
АЬОз6,03
CaO17,64
MgO1,62
FeO12,89
P20512
Fa0,6
Пример 2. При выдавливании профиля типа «ушко с вытяжкой из заготовок Ст. 3 диаметром 80 мм и длиной 170 мм при температуре 1150 С в качестве технологической смазки используют смазочные щайбы, сформованные из веществ (тех же по составам компонентов, что и в примере 1), следующего состава, вес. %:
Ваграночный щлак80
Эфель10
Жидкое стекло10
Пример 3. При выдавливании профиля типа «двутавр с вытяжкой д,20 из заготовок 360 мм при температуре 1100°С в качестве технологической смазки использовали смазочные щайбы, сформованные из вещества следующего состава, вес. %:
Ваграночный щлак65
(состав, как в примере 1)
Фосконцентрат25
Жидкое стекло10
Фосконцентрат имеет состав, вес. %:
SiO230,91
АЬОз4,29
СаО31,17
MgO0,6
FeO8,46
P2Os21,7
Fa2,87
Из вещества предлагаемого состава изготавливают смазочные шайбы для выдавливания стальных профилей следующим образом. В ваграночный шлак с размерами частиц 100-500 мкм добавляют природный фосфорит с размерами частиц 70-200 мкм и связующее вещество, после чего массу тщательно
перемещивают. Из полученной смеси формуют смазочные щайбы по существующей технологии.
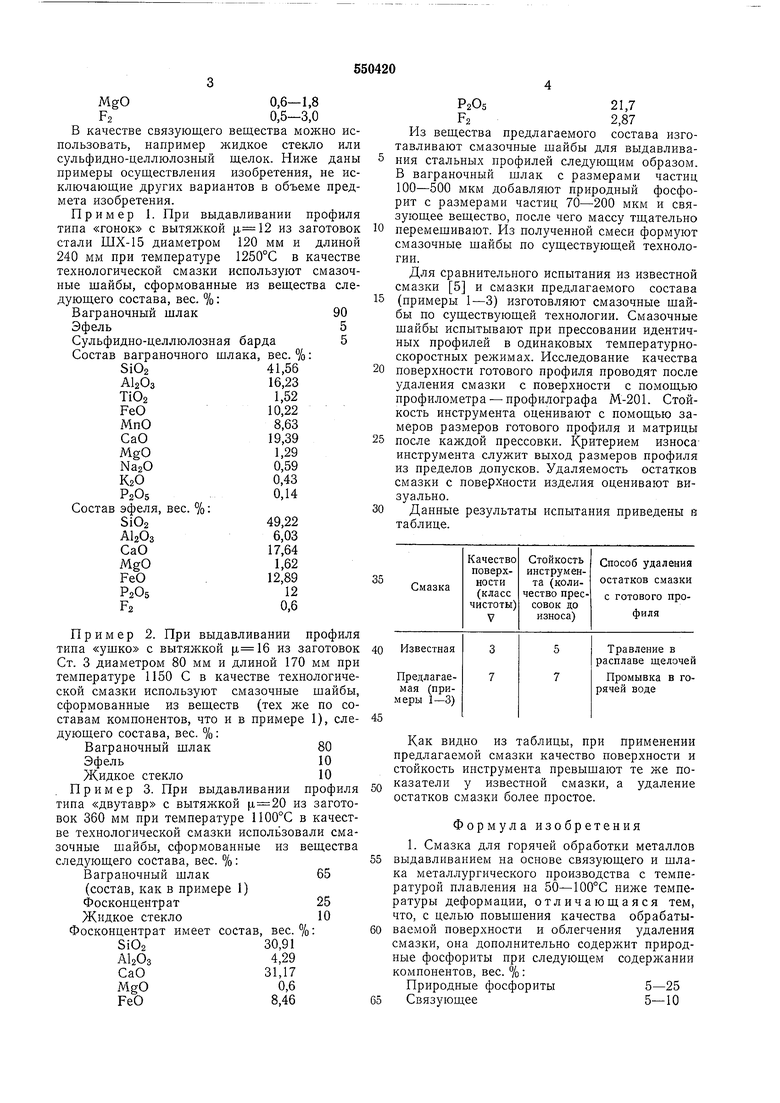
Для сравнительного испытания из известной смазки 5 и смазки предлагаемого состава
(примеры 1-3) изготовляют смазочные щайбы по существующей технологии. Смазочные шайбы испытывают при прессовании идентичных профилей в одинаковых температурноскоростных режимах. Исследование качества
поверхности готового профиля проводят после удаления смазки с поверхности с помощью профилометра -профилографа М-201. Стойкость инструмента оценивают с помощью замеров размеров готового профиля и матрицы
после каждой прессовки. Критерием износа инструмента служит выход размеров профиля из пределов допусков. Удаляемость остатков смазки с поверхности изделия оценивают визуально.
Данные результаты испытания приведены в таблице.
Как видно из таблицы, при применении
предлагаемой смазки качество поверхности и
стойкость инструмента превышают те же показатели у известной смазки, а удаление
остатков смазки более простое.
Формула изобретения
1. Смазка для горячей обработки металлов выдавливанием иа основе связующего и шлака металлургического производства с температурой плавления на 50-100°С ниже температуры деформации, отличающаяся тем, что, с целью повыщения качества обрабатываемой поверхности и облегчения удаления смазки, она дополнительно содержит природные фосфориты при следующем содержании компонентов, вес. %:
Природные фосфориты5-25
Связующее5-10 5 Шлак металлургического производства с температурой плавления на 50-100°С ниже температуры деформацииДо 100 Источники информации, принятые во внимакие при экспертизе 1. Авторское свидетельство№ 215378, С ЮМ 7/02, 1968. 6 2. Патент США № 3345842, кл. 72-42, 1967. 3. Патент Великобритании № 1002612, кл. С 5F, 1965. 4. Авторское свидетельство № 352934, С ЮМ 7/02, 1972. 5. Авторское свидетельство № 268876, В 21J 3/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для обработки металлов давлением | 1976 |
|
SU608828A1 |
| Способ выдавливания изделий из высокопрочных сплавов | 1991 |
|
SU1819169A3 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
| Смазка для горячей обработки металлов давлением | 1974 |
|
SU540907A1 |
| МНОГОСЛОЙНОЕ ЗАЩИТНО-СМАЗОЧНОЕ ПОКРЫТИЕ | 2009 |
|
RU2412775C2 |
| Смазка для теплой штамповки металлов | 1980 |
|
SU910746A1 |
| Смазка для теплой обработки металлов давлением | 1976 |
|
SU682558A1 |
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU568673A1 |
| КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ ПЕРЕРАБОТАННОГО АЛЮМИНИЕВОГО ЛОМА МЕТОДОМ УДАРНОГО ПРЕССОВАНИЯ | 2012 |
|
RU2593799C2 |
| Смазочно-охлаждающая жидкость для горячей обработки металлов | 1972 |
|
SU444801A1 |
