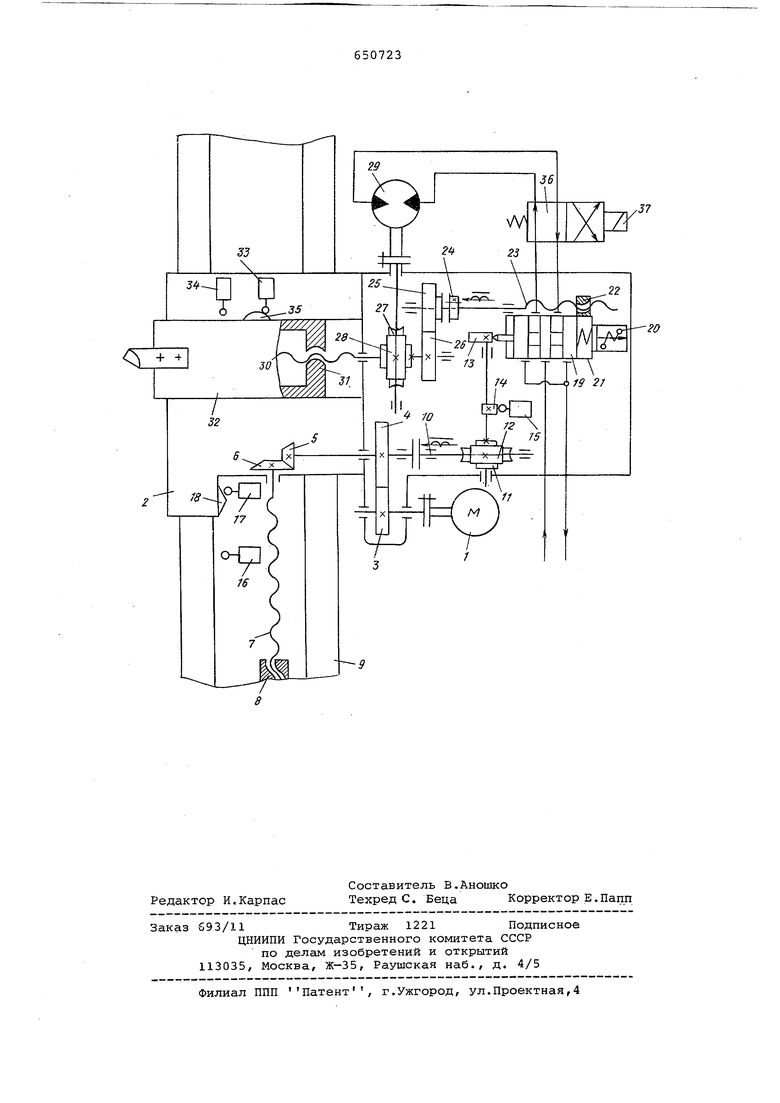
мещение суппорта 2 посредством двух пар шестерен 3, 4 и 5, б, а также ходового винта 7 и ходовой гайки В жестко закрепленной на стойке 9„ Через зубчатую передачу 3, 4, электромагнитную муфту 10 и червячную пару 11, 12 вращение от привода 1 передается одновременно на копир 13, ка . одном валу с которыгл установлен кулачок 14, взаимодействующий с конечным выключателем 15 и настроенный на его срабатывание при достижении копиром определенного углового положения. На стойке 9 установлены два конечных выключателя 16, 17, взаимодействующие при перемепдении суппорта 2 с упором 18, выполненным на его корпусе. Копир 13 воздействует на золотни 19 распределителя механизма рабочих перемещений, снабженного соленоидом 2 О.
Корпус 21 этого распределителя, жестко соединенный с ходовой гайкой 22 через механическую передачу,- состоящую из ходового винта 23, электромагнитной 24, шестерен 25, 26 и червячной передач;-- 27, 28, связан с валом гидродвигателя 29;, установленного на суппорте 2„
Гидродвигатель 29 через черзячкую переддачу 27, 28, ходовой вннт 30 и гайку 31 приводит в движение ползун 32. Перемещение ползуна 32 рабочим. На корпусе суппорта установлены конечные выключатели 33 и 34, взаимодействуюш.ие с упором 35 ползуна 32, несущего режущий инструмент. В цепи управления гидродвигателем 29 становлен двухпозиционный распределитель 36, Переключение распределителя 36 осуществляется соленоидом 37.
Устройство работает следующим образом. Для выгрузки готовой детали и загрузки станка новой заготовкой суппорт и ползун должны находиться в крайнем исходном положении. При этом будут нажаты конечные выключатели 17, 15 и 33. В этом положении отключены электромагнитные муфты 10, 24, выключен соленоид 20, в результате чего Эолотник 19 находится в среднем по отношению к корпусу 21 положении и магистраль питания гидродвигателя 29 будет перекрыта, выключен соленоид 37 распределителя 36., После того, как новая заготовка установлена и надежно закреплена на станке, по сигналу, -подаваемому системой nporpaiviMHoro управления, или с пульта управления станка: включается холостой режим привода 1 и суппорт 2 перемещается в координату начала копирования, включается соленоид- -20 , который перемещает золотник 19 вправо от среднего положения в корпусе 21 и тем самым направляет поток масла к распределителю 36; включается соленоид 37, который пе реключает распределитель 36, и наппавление потока масла к гидродвигателю 29 изменяется на противоположн-о При этом гидродвигатель 29 приводит в движение ползун 32, который перемеш,ается в координату начала копирования
Холостые перемещения .ползуна осуществляются гидродвигателем 29 на ускоренном режиме,, так как магистрал подачи .масла открыта полностью. При движении ползуна 32 к координате начала копирования упор 35 сходит с конечного выключателя 33 и включает конечный выключатель 34. При этом нык.ггочается соленоид 20, в результате чего золотник 19 возвращается в среднее положение по отношению к корпусу 21 и упирается в копир 13, магистраль литания гидродвигателя 29 пере.крывается и гидрод.вигатель 29 остана.я.иваат перемещение ползуна 32; выключается соленоид 37, в результате чего распрепелитель 36 переключается, возвращаясь в исходное положение, и тем саг.1ым изменяет взаимное соединение маг 1стральных трубопроводов на перзонэ.чальное ,
При движении суппорта 2 к координате нач.ала копирования упор 18 схо.цит с конечного выключателя 17 и включает конечный выключатель 16. При этом выключается пр.изод 1 суппорта 2j и суппорт остана.зливается. Когда все механизмы - суппорт, по.лзун и копир - находятся в координатах не.чала копирования, т.е. при условии что три конечных выключателя 16,- 34-, 15 находятся во включенном состоянии включаются электромагнитные муфты 10 и 24„ После включения электромагнитных муфт 10, 24 включается привод 1 в рабочем режиме, осуществляя задающее перемещение суппорта 2 в том же направлении, в котором происходил подход к координате начала копирования .
Одновременно движение от привода 1 передается через электромагнитную муфту 10 на копир 13, который начинает вза.имодействовать с золотником 19. Золотник 19 управляет работой гидродвйгателя 29, осуществляя про-цесс копирования. В процессе копирования кулачок 14 сойдет с конечного вык.лючателя 15, совершит полный оборот и опять его включит. По сигналу конечного выключателя 15 отключится привод 1 и суппорт 2 остановится. Одновременно прекратится вращение копира 13, который прекратит перемещать золотник 19, и гидродвигатель 29 остановит ползун 32. Прт-с условии полной остановки суппорта 2 и ползуна 32 отключаются электромагнитные муфты 10 и 24.
.При условии отключения электромагнитных муфт 10 и 24 пoдгJoтcя команды;
1) на включение холостого режима привода 1 и его реверс, в реэультате чего суппорт 2 возвратится ,Е ксходное положение для выгрузки детали и упором 18 включит конечный выключатель 17, который отключит привод 1, и суппорт 2 остановится
2) на включение соленоида 20, который, переместив золотник 19, открывает свободный доступ масла к гидродвигателю 29; гидродвигатель 29 переместит ползун 32 на холостом режиме в исходное положение для выгрузки детали, и упор 35 включит конечный выключатель 33, который выклкзчит соленоид 20, и гидродвигатель 29 остановится. Ползун 32 при этом также остановится.
Таким образом, цикл обработки криволинейной поверхности завершится в исходном положении для выгрузки детали и установки новой заготовки.
Отключение цепи обратной связи (поз. 22, 23) и цепи привода копира (поз. 11, 12) позволило избежать рассогласования взаимного положения копира, ползуна и суппорта в координате начала копирования, которое произошло бы при реверсе во время холостых ходов. При этом в точке начала копирования обеспечивается четкое фиксированное угловое положение копира 13, который за цикл совершает один оборот.
В конце оборота на профиле копира предусмотрен участок обратного хода, который обеспечивает выборку зазора в цепи обратной связи 22, 23 и подготавливает кинематическую цепь к следующему циклу. Эта подготовка заключается в том, что копир обеспечивает своим профилем обратного хода движение, совпадающее по направлению с началом движения следующего цикла. Правильное угловое положение копира контролируется кулачком 14 и конечным выключателем 15. Точное относительное положение ползуна 32 и суппорта 2 в момент начала копирования контролируется конечными выключателями 34 и 16. -Для получения сигнала, разрешающ.его копирование, необходимо наличие сигналов от трех конечных выключателей 15, 16 и 34.
Предложенное конструктивное исполнение устройства позволяет повысить точность установки взаимного положения механизмов при повторном цикле обработки, обеспечивает выборку зазоров в кинематических иепях при подготовке их в исходное состояние для повторения цикла. Одновременно,благодаря сохранению постоянства координаты начала копирования с повторением циклов, устройство позволяет исключить регулировочные операции перед кажды1/ циклом обработки, что обеспечивает возможность автоматизации обработки криволинейных поверхностей при серийной повторяемости циклов без внесения погрешностей от люфтов кинематических цепей.
Формула изобретения
Устройство для обработки криволинейных поверхностей, включающее механизмы задающего и рабочего перемещений, кинематическими цепями связанные первый - с копиром, а второй - с корпусом распределителя механизма рабочих перемещений, золотник которого механически связан с копиром и гидравлически - с цепью управления гидродвигателем механизма рабочего перемещения, отличающееся тем, что, с целью повышения точности установки взаимного положения механизмов при повторном цикле обработки, в цепи управления гидродвигателя установлен двухпозиционный распределитель , а кинематические цепи .копира и корпуса распределителя механизма рабочих перемещений снабжены электромагнитными муфтами и конечными выключателями, взаимодействующими с копиром и механизмами задающего и рабочего перемещений и электрически связанными с электромагнитными муфтами.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 563221, кл. В 23 В 5/40, 1975.
5I±
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| ГИДРАВЛИЧЕСКАЯ КОПИРОВАЛЬНАЯ СИСТЕМА | 1968 |
|
SU217839A1 |
| Привод горизонтального перемещения суппортов камнеобрабатывающего станка | 1975 |
|
SU551178A1 |
| Гидрокопировальный фрезерный станок | 1978 |
|
SU768571A1 |
| Гидрокопировальное устройство | 1974 |
|
SU517398A1 |
| ГИДРАВЛИЧЕСКАЯ ПРОХОДНАЯ СТРОГАЛЬИАЯ МАШИНА | 1964 |
|
SU164922A1 |
| Полуавтомат для чистки валяной обуви | 1961 |
|
SU150636A1 |
| Автоматический восьмишпиндельный токарный станок для прутковых работ с кулачковым управлением | 1959 |
|
SU133732A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |