1Изобретение относится к термической обработке плоского листового стекла путём его изгибания и может выть использовано в производстве гнутых автомобильньк стекол на заводе технического стекла.
Известно устройство для моллирования стеклоизделий, содержащее печь с электронагревателями, источник питания, тележку со съемной формой и блок управления приводом тележки fl .
Недостатком этого устройства является низкая точность моллирования стек- лоизделий, обусловленная быстрой деформацией в процессе эксплуатации рельсов тележки, вызьюаемой частыми колебаниями температуры при загрузке тележки в печь и выводе ее обратно.
Наиболее близким техническим решением к изобретению является устройство регулирования моллирования стеклоиэделий, содержащее датчик температуры, источник питания, электронагреватели
И бцок управления приводом испольнктельного механизма 2 .
Недостатком этого устройства является строгая дозировка количества электроэнергии, расходуемой на моллирование каждого стекла. Между тем извест но, что в процессе производства листоъого стекла происходят колебания толщины стекла в пределах 0,1-0,3 мм. Таким образом, при моллировании стекла, имеющего отклонение по толщине, известное устройство затрачивает строго определенное количество энергии, рассчитанное на стекло без отклонений. Все это ведет к снижению точности моллировашш стеклоизделий, различающихся по толщине.
Целью изобретения является повьпиение точности регулирования.
Поставленная цель достигается тем,
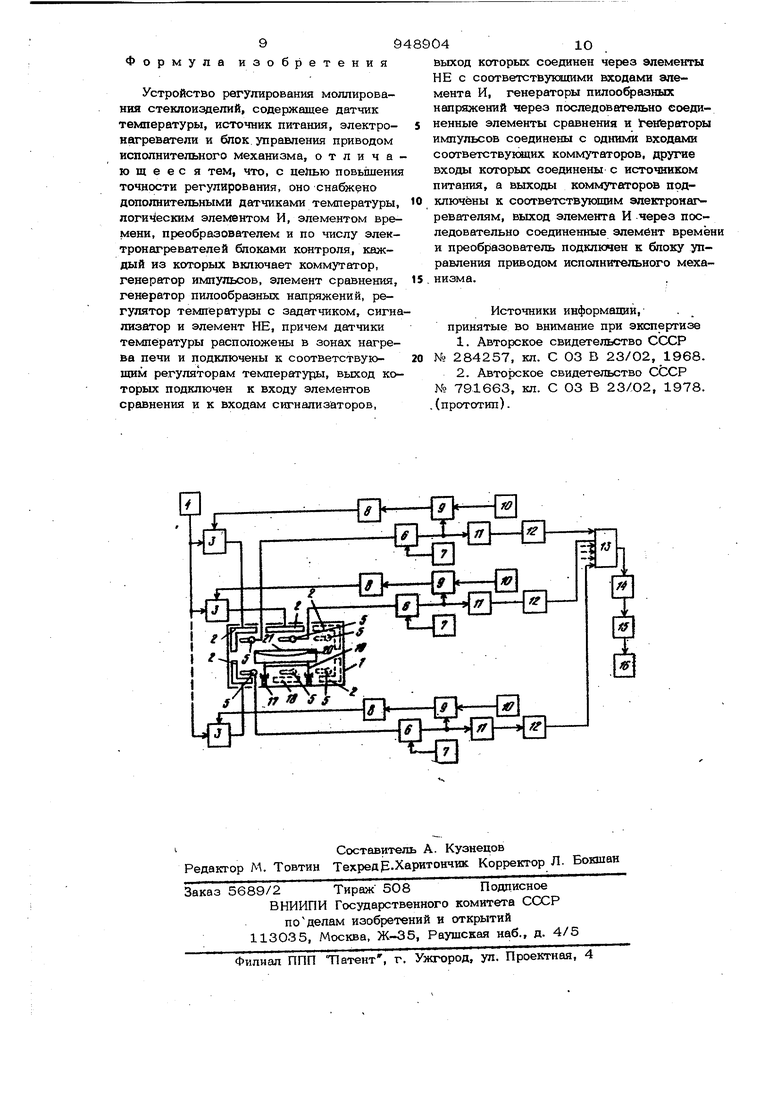
20 что устройство регулирования моллирования стеклоизделий, содержащее датчик температуры, источник питания, электронагреватели и блок управления приводом исполнительного механизма, снабжено дополнительными датчиками температуры логическим элементом И, элементом времени, преобразователем и по числу электронагревателей блоками контроля, каждый из которых включает коммутаттор, генератор импульсов, элемент сравнения, генератор пилообразных напряжений, регулятор температуры с задатчиком сигнализатор и элемент НЕ, причем датчики температуры расположены в зонах нагрева, печи и подключены к соответствующим регуляторам температуры, выход которых подключен ко входу элемент сравнения и ко входам сигнализаторов, выход которых соединен через элементы НЕ с соответствующими входами элемента И, генераторы пилообразных напряжений через последовательно соединенные элементы сравнения и генераторы импульсов соединены с одними входами соответствующих коммутаторов, другие вхо ды которых соединены с источником питагшя, а выходы коммутаторов подключены к соответствующим электрон агревателям, выход элемента И через последовательно соединенные элемент времени и преобразователь подключен к блоку управления приводом исполнительного механизма. На чертеже приведена функциональная схема устройства для моллирования стеклоизделий. Устройство содержит однокамерную зонную печь 1 (печное пространство разделено на зоны нагрева) с электронагревателями 2, подключенными через комму тирующие элементы 3 к источнику питания 4, датчики температуры 5 (установлены в зонах нагрева печи), регуляторы температуры 6 с задатчиками 7, генераторы импульсов 8, элементы сравнения яапряжения 9, генераторы пилообразных напряжений 10, сигнализаторы максимая , ных значений регулируемых напряжений, 11, логические элементы НЕ 12, логиче кий элемент И 13, элемент времени 14, преобразователь длительности сигнала 15 и блок управления приводом испол нительного механизма (тележки) 16. В поду печи 1 вмонтированы рельсы 17, на которые ходовыми роликами 18 установлена тележка 19, несущая съемную форму 2О для моллирования заготовки стекла. 21. Устройство работает следующим образом. . Плоскяо заготовку стекла 21 укдадывак на специальную рамку формы 20. Затем форму со стеклом с помощью тележки 19 загружают в электрическую печь 1 и нагревают. Для этого в каждой зоне печного пространства печи 1 автоматически поддерживаются требуемые заданные задатчиками 7 тe fflepaтypы путем соответствующего регулирования напряжения на электронагревателях 2. Принцип регулирования температур во всех зонах печного пространства печи 1 одинаков и заключается в следующем. Температуры в зонах печного пространства печи 1 непрерывно измерякэтся датчиками fe fflepaтypы 5 (термопарами), сигналы KOTopbix, поступая на входы соответствующих регуляторов температуры 6, сравниваются по веггачине с сигналами задатчиков температуры 7. В зависимости от величины рассогласования (разницы по велин1ше) этих сигналов напряжения на выходах регуляторов температуры 6 изменяются от нуля до известного максимального значения. Для регулирования напряжения на электронагревателях 2 используется известный прин-, цип вертикального управления коммутируюЕШм элементом. С этой.целью текущие значения напряжений с выходов регуляторов температуры б сравниваются по величине на входах соответствующих элементов сравнения напряжений 9 с линейно нарастающими пилообразными напряжениями генераторов пилообразных напряжений 10. Период пилообразных напряжений, с целью сохранения коэффициеота мощности электронагревателей 2 близким к единице в процессе регулирования подводимого к ним напряжения, сделан равным по меньщей мере десяти периодам переменного напряжения источншса питания 4, а амплитуда пилообразных напряжений равна максимальному значению выходных напряжений регуляторов текотературы 6. В промежутки времени, определяемые моментом начала формирования пилообразных: напряжений до момента времени встречи выходных текущих напряжений регуляторов температуры б с нарастающими с нуля пилообразными напряжениями соответствующих генераторов пилообразных напряжений 10 (промежутки времени, когда текущие значения напряжений с выходов регуляторов температуры превьпиают наpacTajcaiffle с нуля пилообразные напряжен ния) на выходах элементов сравнения напряжений 9 формируются прямоугольные импульсы с пepиoдaIv и повторения, равными периодам повторения пилообразных напряжений. Этими импульсами на время своего существования- запускаются соответствующие генераторы импульсов 8, выходными импульсами которых включаются соответствующие коммутирующие элементы 3 (тиристорные коммутаторы). 8результате этого электронагреватели 2 на время существования выходных импульсов элементов сравнения напряжений 9подключаются к источнику питания 4. Таким образом переменное напряжение источника питания 4, подаваемое на элек тронагреватели 2, модулируется частотой генераторов пилообразньк напряжений 10и состоит из пачек полупериодов питающего напрялсения и пауз. Средние величины напряжений на электродвигателях 2 пропорциональны относительно долям времени включенных состояний коммутирующих элементов 3 к длительностям пауз, то есть пропорциональны величинам выходных напряжений регуляторов температуры 6, при изменении которых от нуля до максимальных значений средние величины напряжений на электронагревателях 2 изменяются от нуля до напряжения источника питания 4. До загруз ки заготовки стекла 21 в печь 1 тепловая энергия электронагревателей 2 затрачивается в процессе поддержания в зонах печного пространства заданных задатчиками 7 температур в основном на покрытие потерь тепла через общивку (стенки) печи и определяется коэффициентом полезного действия печи 1. При этом величины рассогласования сигналов между датчиками температуры 5 и зацатчиками температуры 7 минимальны и соответственно напряжения на выходах регуляторов температуры 6, и, как. следствие, напряжения на электронагревателя 2 будут иметь минимальные значения. После загрузки стекла 21 в печь 1 всле ствие интенсивного поглощения тепла при нагревании этого стекла температуры во асах зонах печного пространства пони1 1:аются относительно заданных задатчи- ками температуры 7. Понижение температур в каждой зоне регистрируется датциками температуры 5 путем соответств уменьщения их выходных сигналов В результате этого величины рассогласо вания сигналов между датчиками температуры 5 и задатчиками температуры 7 увеличиваются и достигают таких величи при которых регуляторы температуры 6, с целью повьщ ения температур в зонах печного пространства до заданных величин, увеличивают свои выходные напряже 046 ния до максимальных значений и соотве-гственно на электронагреватели 2 будут также поданы максимальные значения напряжений, равные напряжению источника питания 4. Максимальные значения напряжений на выходах регуляторов температуры б контролируются сигнализаторами максимальных значений регулируемых напряжений 11 (могут быть использованы вольтметры с блоками сигнализации заданных измеряемых напряжений). Поэтому после загрузки стекла21 в печь 1 как только на выходах регуляторов температуры 6 напряжения достигнут максимальных величин, на выходах сигнализаторов максимальных значений регулируемых напряжений 11 появятся сигналы, которые, поступая на входы соответствующих логических элементов НЕ 12, делают их выходные сигналы равными логическому нулю. По мере нагрева заготовка стекла 21 размягчается и под собственным весом прогибается, при этом потребление тепла для его нагрева умёныиается и температуры в зонах нагрева печного пространства печи 1 начинают повышаться. В результате этого величины рассогласования, сигналов между датчиками температуры 5 и соответствующими задатчиками температуры 7 уменьщаютгся, что вызывает уменыдение напряжений на выходах регуляторов температуры 6 и соответственно уменьщение средних значений напряжений на электронагревателях 2. При уменьшении напряжений с максимальных значений на выходах регуляторов температуры 6, сигналы на выходах сигнализаторов максимальных значений регулируемых напряжений 11 пропадают, а на выходах логических элементов НЕ 12 соответсТ венно появлякзпгся. Вследствие различия по величине установленных мощностей электронагревателей 2, различия теплоизоляции в разных частях печи, а также возможного различия по толщине участков заготовки стекла 21, нагрев его по участкам до температуры размягчения произойдет не одновременно. Быстрее будут нагреваться дотемпературы расэлягчения те участки заготовки стекла 21, которые имеют меньшую толщину и нагревакях я зонами, имеющими большие установленные мощности элек.тронагревателей 2 и лучшую теплоизоляцию стенок печи. Поэтому сигналы на выходах сигнализаторбЪ максимальных значений регулируемых напряжений 11 будут пропадать в соответствии с последовательностью нагрева участков заготов1сй стекла 21 до температур размягчения. Как только все участки заготовки CTeioia 21 нагреются до заданных темпе ратур размягчения стекла, пропадут сигналы на выходах всех сигнализаторов максимальных значений рег%т1ируемых напряжений 11, а на выходах всех логических элементов НЕ 12 соответственно появятся сигналы, которые,, поступая на соответствующие входы логического элемента И 13, разрешают ему выдачу выходного сигнала. Этим сигналом включается элемент времени 14, который, отсчитав заданную вьздержку времени, равную време га формования размягченно заготовки стекла 21 в соответствии с кривизной рамки формы 2О и заданной стрелой прогиба , выдает на выходе сигнал. Этот сигнал, поступая на вход преобразователя длительности сигнала 15 с целью фop rapoвaния импульсной командной функции,преобразуется им в импульсный сигнал, передний фронт которого совпадает по времени с передним фронтом появления сигнала с выхода элемента времени 14. Импульсным сигналом с выхода преобразователя длительности сигнала 15 включается блок управления приводом тележки 16 и смоллированное с высокой точностью стехшо 21 на теЛежке 19 .выгружается из печи 1. После выгрузки из печи 1 тележки 19, гнутое стекло снимается с формы 2О и укладывается следующее стекло и так далее. 11и1сп моллирования стекла Пов торяется. Если очередное загружаемое в печь 1 стекло имеет больше размер по толщи не по сравнению с предыдущим (имеется в виду реальная разница по толщине заго товок стекол в пределах 0,1-0,3 мм. В этом случае для нагревания стекла до заданной температуры его размягчения потребуется большее количество теплово энергии, которое может быть получено от электронагревателей 2 при постоянно их мощности, естественно, только за большее время. В связи с этим по мере нагрева стекла повьщхение температур в зонах нагрева пени 1 до заданных задатчиками температуры 7 начнется цозд нее по сравнению с нагревом предыдущего стекла и соответственно уменьшение напряжений на выходах регуляторов температуры б с максимальных значений, фиксированиемомента начала уменьшени этих напряжений сигнализаторами максимальных значени) регулируемых напряжений 11, полный набор сигналов на входах логического элемента И 13 и включение элемента времени 14 произойдет позднее на время, равное времени нагрева до заданной температуры размягчения дополнительной массы стекла, определяемой его утолщением. Время формова- .ния нагретой до заданной температуры размягчения заготовки стекла 21 в соответствии с кривизной рамки формы 2 О и заданной стрелой прогиба не зависит от толщины заготовки стекла и определяется исключительно величиной температуры размягчения стекла, которая поддерживается (стабилизируется) с высокой точностью регуляторами температуры 6. Поэтому и это стекло, имеющее болыдий размер по толщине по сравнению с предыдущим, будет смоллировано также с высокой точностью. В случае загрузки стекла в печь 1 с меньшим размером по толщине по соав- нению с предыдущим, то время моллирования стекла уменьшится на величину времени нагрева до заданной температуры размягчения недостающей массы стекла, определяемой его уплотнением. Не приводит также к ухудщению точности моллирования стекпоизделий изменение по величине напряжения источника питания 4 и изменение температуры окружающей печь 1 среды. Если, например, произойдет увеличение напряжения источника питания 4 или увеличение температуры окружающей среды, то уменьшается время нагрева до заданной температуры размягчения стекла 21. В первом случае уменьшение врЬмени нагрева стекла вызвано увеличением электронагревателями 2 отдаваемой тепловой энергии, которая пропорциональна напряжению питания во второй степени. Во втором случае уменьщение времени нагрева стекла происходит за счет уменьшения разницы по величине температур в печи 1 и температуры окружающей среды, что уменьщает потери тепла через стенки печи и соответственно больше тепловой энергии идет на нагрев стекла 21. По этим же причинам время моллировання стекпоизделий увеличивается, если произойдет уменьшение напряжения источника питания или уменьшение температуры окружающей печи 1 среды. Таким образом, изобретение позволяет в автоматическом режиме с высокой точностью моллирования стеклоизделий, различающиеся по толщине. ормула изобретени Устройство регулирования моллирования стеклоиэделий, содержащее датчик температуры, источник питания, электронагреватели и блок управления приводом исполнительного механизма, отлича ющееся тем, что, с целью повьшени точности регулирования, оно снабжено дополнительными датчиками температуры поги еским элементом И, элементом вре мени, преобразователем и по числу электронагревателей блоками контроля, каждый из которых включает коммутатор, генератор импульсов, элемент сравнения, генератор пилообразных напряжений, регулятор температуры с задатчиком, сигна лизатор и элемент НЕ, причем датчики темпе ратуры расположены в зонах нагрева печи и п одключены к соответствующим регуляторам температуры, выход которых подключен к входу элементов сравнения и к входам сигнализаторов. 041о выход которых соединен через элементы НЕ с соответствующими входами элемента И, генераторы пилообразных напряжений через последовательно соединенные элементы сравнения и Генераторы импульсов соединены с одними входами соответствукадих коммутаторов, другие входы которых соединены с источником питания, а выходы коммутаторов подключены к соответствующим электронагревателям, выход элемента И .через последовательно соединенные элемент времени и преобразователь подключен к блоку управления приводом исполнительного механизма. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство Ccicp № 284257, кл. С 03 В 23/02, 1968. 2.Авто1х;кое свидетельство СССР № 791663, кл. С 03 В 23/02, 1978. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моллирования стеклоизделий | 1978 |
|
SU791663A1 |
| Устройство для нагрева стеклоизделий | 1979 |
|
SU872469A1 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |
| Устройство для моллирования стеклоизделий | 1984 |
|
SU1168521A1 |
| Устройство для моллирования и закалки стеклоизделий | 1980 |
|
SU981264A1 |
| Устройство для моллирования стеклоизделий | 1980 |
|
SU874679A1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| Установка для моллирования стеклоизделий | 1976 |
|
SU643443A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749801A1 |
| Агрегат для термообработки стеклоизделий | 1979 |
|
SU872471A1 |
