Известны автоматы для окраски посуды пульверизацией, в которых изделия транспортером подаются последовательно к пульверизующим аппаратам и в последних окрашиваются через трафареты. В таких устройствах трафареты обычно подаются к моющему приспособлению и обратно вручную.
Предлагаемый настоящим изобретением автомат отличается от известных тем, что в нем применен особый транспортер для подачи загрязненных трафаретов в мойку и обратно.
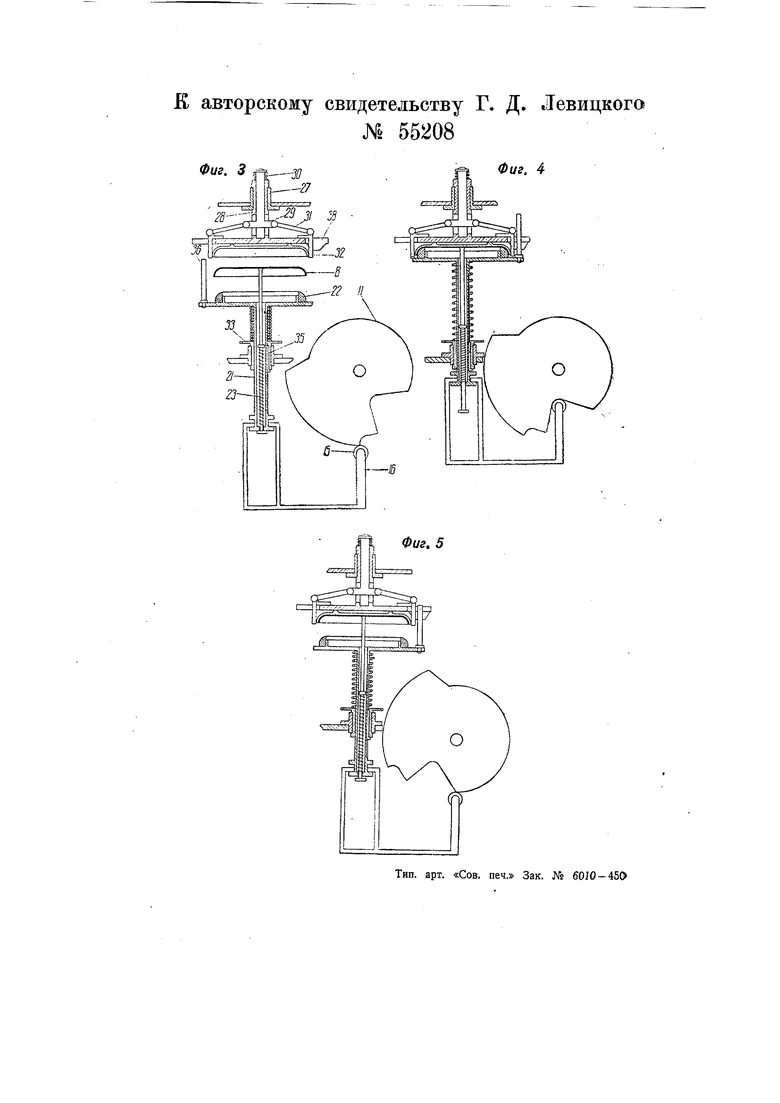
На чертеже фиг. 1 представляет общий схематический вид предлагаемого автомата; фиг. 2-вид на него сбоку; фиг. 3, 4 и 5 - три разные положения трафарета для окраски.
Автомат состоит из питателя 1 и двух взаимно перпендикулярных транспортеров 2 и 3, Транспортер 2 несет тарелки, транспортер 3 несет трафареты.
Верхний транспортер 2 состоит из двух цепей, натянутых между звездочками 4 и тележками 6. При помощи цепи тележки 6 перемещаются
по направляющим (на чертеже не показанным).
Тележки 6 конвейера 2 движутся периодически, передвигаясь каждый раз на один щаг. Периодическое движение конвейера 2 осуществляется при помощи мальтийского креста 10, приводимого пальцем 12 от редуктора 9.
. В момент нахождения тележки под питателем 1, последний в каждое гнездо тележки ставит по тарелке. На схеме показаны три гнезда, (фиг. 2).
После загрузки тарелками тележ ки, последняя периодически перемещается, поочередно проходя под позициями /, //, III, IV (фиг. 1).
В позиции / происходит окраскатарелок в один цвет, в позиции //- подсыхание окращенной тарелки, в позиции /Я-тарелка окрашивается во второй цвет, в позиции IV - тарелка выбрасывается на ленточный транспортер 5 (фиг. 1). В этих всех; позициях тарелка находится вверх ножкой.
Процесс окраски тарелки сводится к следующим операциям; накладка трафарета, обжимка трафарета поизделию, окраска тарелки, отвод трафарета.
Накладка трафарета 5, обжимка и отвод его осуществляются кулачком // через ролик 15, тягу 16 (фиг. 1 и 2), рычаг 17, тягу 18, штангу 19, направляющие 20 и станину трафарета 21.
Кулачок // приводится во вращение от пальца 12 мальтийского креста 10 через звездочки 13, с передаточным числом 1 :,. и цепь Галля 14.
За один оборот пальца 12, мальтийский крест 10 поворачивается на 90° и передвигает тележки 6 конвейера 2 на один шаг.
В момент, когда палец мальтийского креста выходит из зацепления и движение телен ки прекращается, ролик 15, штанга 16 и трафарет 8 находятся в самом нижнем положении (фиг. 3). При дальнейшем поворачивании пальца 12 и вместе с ним кулачка // на тот же угол (фиг. 4) ролик 16 и трафарет 5 приходят в самое верхнее положение, и при помощи обжимки 22 трафарет 8 обжимается по изделию; при этом мальтийский крест, а, следовательно, и тележки остаются неподвин ными.
При дальнейшем поворачивании кулачка, обжимка 22, вместе со станиной трафарета 21 опускаются; при этом прижатый к изделию и обжатый по нему трафарет, благодаря пружине 23, остается в прежнем, т. е. в прижатом к изделию положении. При последующем поворачивании кулачка //, ролик 15 катится по окружности, а трафарет 8 остается в неподвижном состоянии; в этот момент происходит окраска тарелки.
При дальнейшем поворачивании кулачка //, ролик 15 опускается, опуская через систему рычагов штангу 19 и станину трафарета 21. .При этом трафарет, в первый момент, остается прижатым к изделию. Дальнейшее опускание происходит уже вместе с трафаретом 5 (фиг. 5). Трафареты оказываются в крайнем нижнем по.ложении. В это время происходит движение тележки 6.
Пульверизация производится только в момент окраски. Во время обжимки трафаретом и движения тележки пульверизатор закрыт. Это достигается (фиг. 1) при помощи кулачка 24, сидящего на одном валу с кулачком //. Через ролик 25 и тягу 2о кулачок закрывает и открывает клапан сжатого воздуха пульверизатора.
Для того, чтобы получить бортовую окраску, изделие вместе с прижатым трафаретом должно поворачиваться около своей оси. С этой целью тарелка закреплена в особом приспособлении, состоящем (фиг. 3) из станины 28, имеющей возможность поворачиваться в подшипнике 27, сердечника 29 станины, 30, трех тяг 31 и трех губ 32. При движении сердечника 29 в осевом направлении губы 32 через тяги 31 перемещаются в радиальном направлении и пружина 30 прижимает сердечник 29 к верхней части станины 28 и сжимает губы 32. При опускании сердечника 29, губы 32 расходятся и освобождают изделие от зажима. Патрон с зажатой тарелкой имеет возможность вращаться в подшипнике 27.
Вращение трафарета 8, совместно с изделием, осуществляется при помоиди звездочки 33 через станину 21 трафарета, сидящую на шпонке 35 в звездочке 33, и через штырь 36.
При подъеме станины 21 трафарета; штырь 36 зацепляет за станину 28. Таким образом, при вращении трафарета вместе с ним вращается и изделие. Если окраска производится Б несколько цветов, необходимо, чтобы после первой окраски изделия трафареты последующих цветов ложились по отношению изделия в параллельном, всегда одинаковом, положении. Это достигается следующим способом. Трафареты всех цветов, вращающиеся около своих осей, кинематически связаны между собой; если один трафарет по отношению оси конвейера поворачивается вокруг своей оси на какой-то угол, то все последующие трафареты, соверщенно аналогично, поворачиваются в том же направлении на определенный угол.
Приспособления, несущие изделия, к моменту окраски автоматически
приводятся по отношению трафаретов в определенное, всегда одинаковое положение; это достигается при помощи штыря 36. При подъеме станины 21 трафарета, штырь 35, независимо от его положения по отношению изделия, всегда упрется в выступ 38 и начнет вращаться вместе со станиной трафарета. Таким образом трафарет и приспособление, несущее изделие, относительно друг друга всегда будут в определенном постоянном положении.
Чтобы обеспечить правильную работу автомата, необходимо дать возтиожность штырю 36 сделать полный оборот вокруг оси трафарета, прежде чем трафарет придет в соприкосновение с изделием. Для этой цели, угол кулачка 11 выполнен- так, что, при поворачивании последнего, ролик 15 трафарета сначала поднимается на определенную величину, и трафарет начинает вращаться. При дальнейшем поворачивании кулачка // штырь 36 трафарета делает полный оборот вокруг оси трафарета и натыкается на выступ 38. При последующем поворачивании кулачка 11, станина трафарета поднимается на максимальную высоту.
Вращение трафаретов осуществляется через звездочки 53, связанные между собой цепью Галля 37 (фиг. 1). У крайней звездочки 55 в ее нижней части имеется фрикционное колесо 39. Это колесо через фрикционный шкив 40, вал 41, шкив 42, ремень 43, шкив 44 приводится во вращение от вала 45, причем детали 40, 41, 42, 43 сидят на специальном кронштейне 46, качающемся вокруг оси вала 45 и прижимающемся под действием своего веса к фрикционному колесу 39. Включение и выключение фрикциона осуществляется при помощи клина 47, прикрепленного к направляющей 20. При подъеме направляющих, фрикцион включается, при опускании - выключается.
Положение клина 47 на направляющей 20 регулируется.
Транспортер 5 служит исключительно для периодической подачи загрязненных трафаретов к моющему
приспособлению и обратно к обрабатываемым изделиям.
На практике трафарет засоряется через двадцать окрасок; следовательно, после двадцати окрасок трафареты должны быть заменены чистыми, причем эта замена должна происходить в то время, когда трафареты направляющими 20 оттянуты в крайнее нижнее положение.
При смене трафаретов транспортерные тележки d, е, /, g и Л транспортера 5 передвигаются справа налево.
При условии, что звездочки обоих транспортеров одинакового диаметра, для такой смены звездочка нижнего транспортера должна делать | оборота, что достигается опусканием груза 50 через рейку 51, цилиндрическую шестерню 52, храповик 55 и конические шестерни 54 и 56. При обратном ходе рейки, во избежание случайного поворота вала 56, на последний ставится легкий регулируемый тормоз (на чертеже не показанный).
Чем больше передаточное число между рейкой 51 и шестерней 55, тем меньше ход рейки.
Точность перемещения тележек нижнего конвейера 5 регулируется винтом 57. Подъем рейки осуществляется кулачком 55 через ролики 59 и рычаг 60.
При смене трафаретов через двадцать окрасок, передаточное число между валом звездочки 4 и валом кулачка 58 должно быть - /j, так как через пять оборотов звездочки 4 проходят двадцать тележек; за это время кулачок 58 должен сделать один оборот и повернуть через рейку 51 нижний транспортер на l оборота.
Предмет изобретения.
Автомат для окраски посуды пульверизацией через трафареты, отличающийся тем, что трафареты монтированы на особом транспортере, служащем для периодической подачи загрязнившихся трафаретов к моющему приспособлению и из последнего обратно к обрабатываемым изделиям. к авторскому свидетельству Г. № 55208 Д. Левицкого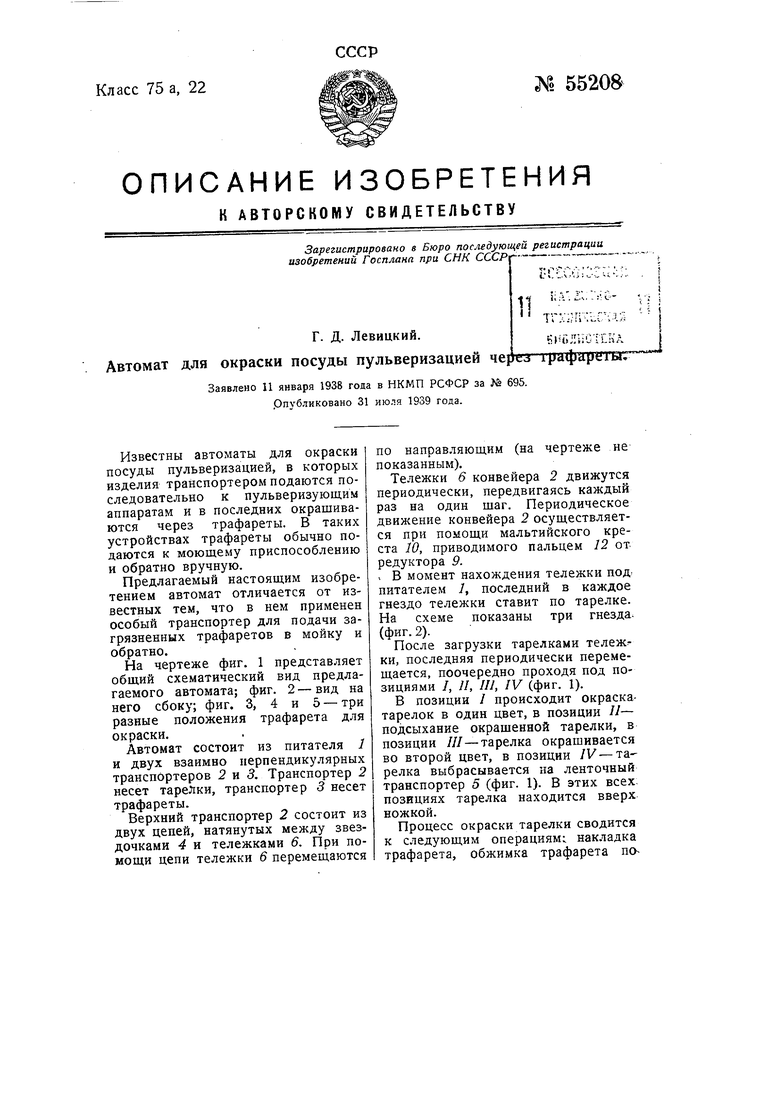
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для прессования изоляторов с внутренней нарезкой | 1947 |
|
SU73694A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОКРАСКИ ПОСУДЫ И Т. П. ПУЛЬВЕРИЗАЦИЕЙ ЧЕРЕЗ ТРАФАРЕТЫ | 1932 |
|
SU39621A1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ БОБИН С ШЕЛКОМ В БУМАГУ | 1968 |
|
SU208514A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| Машина для раскраски фарфорово-фаянсовых изделий | 1937 |
|
SU55066A1 |
| Устройство для гибки колец на концах проводов | 1990 |
|
SU1754299A1 |
| Автомат для мерной резки проволоки | 1983 |
|
SU1169783A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| Полуавтомат для получения сборных изделий | 1972 |
|
SU442037A1 |

к авторскому свидетельству Г. №-55208 Д. Левицкого
4Tj
..Jfe.. S7.
-- t
-yylJi Уу (У5 У) i:
