Предлагаемый станок для прессавания изоляторов из пластической массы работает по принципу штамповки. Штамповку изоляторов производят в металлических прессформах, с обжимкой изолятора по всей поверхности.
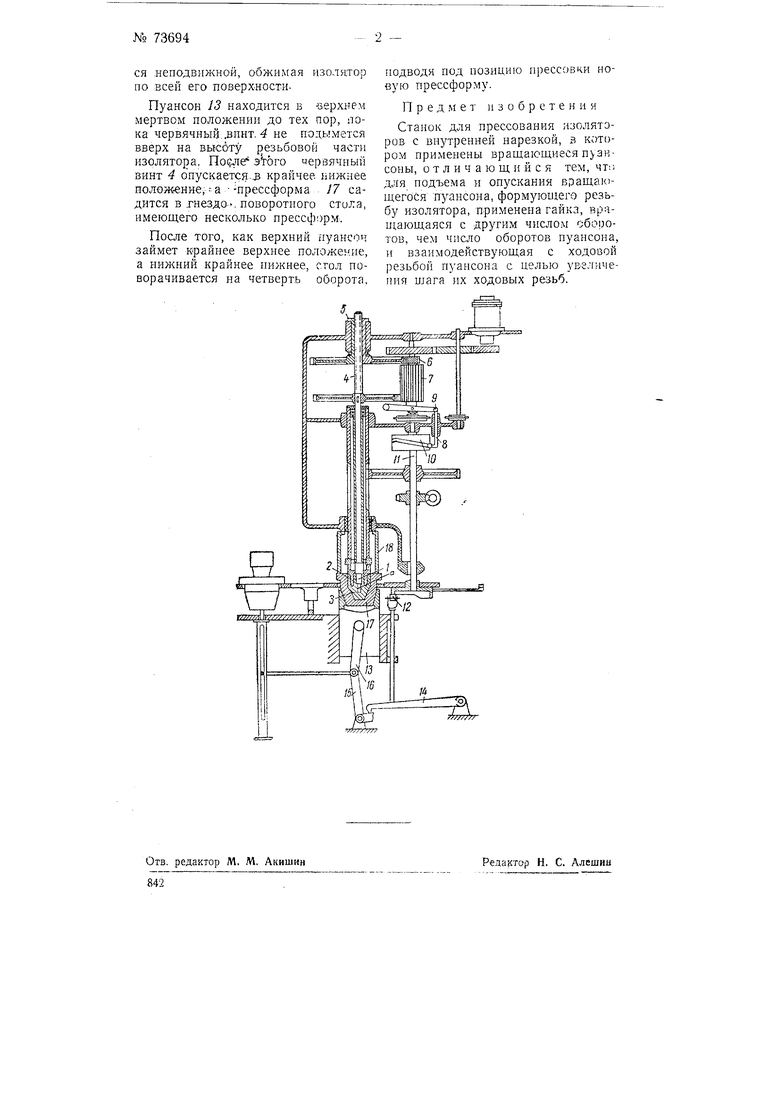
Внутренняя конфигурация изолятора прессуется пуансоном / и пуансоном 2.
Вертикальное движение пуансона / происходит по винтовой линии одновременно с пуансоном 2, причем пуансон /, вращаясь в одном направлении, ввинчивается в прессуемый изолятор; по окончании прессования, вращаясь в обратном направлении, он вывинчивается. Ход пуансона / за один оборот чеозя1ного вала раеен ходу резьбы изолятора.
При вертикальном опускании и подъеме пуансон 2 вращается в одну сторону, не меняя направления вращения. Скорость вращения пуансона 2 значительно больще скорости вращения пуансона /.
Ход пуансона 2 регулируется поворотом гайки 5. При неподвижной гайке 5, ход пуансона 2 будет равен ходу резьбы винта 4. Давая гайке 5 одинаковое с винтом 4 число оборотов и вращая ее в том же направлении, пуансон совершенно не будет опускаться.
В данном случае гайка вращается с пуансоном в одну и ту же сторону, причем делает в два раза меньщее число оборотов, вследствие этого шаг резьбы винта 4 по своим размерам в два раза больще щага резьбы изделия.
Шестерня 6, приводящая во вращение гайку, и щестерия 7, приводящая во вращение пуансон, жестко связаны между собой.
Изменение направления вращения щестерни 7 осуществляется пс средством тяги 8, рычага 9 и кулачка 10, сидящего на распредеттельном валу 11.
На нижнем конце распределительного вала // насажен кулачок 12, приводящий в движение пуансон }3.
После того, как процесс прессовзния изолятора закончен и пзансоны 1 2 подняты в крайнее верхнее положение, nj ancoH 13, под действием кулачка 12, через щтангу и систему рычагов 14, 15 и 16, приходит в крайнее нижнее положение.
При подъеме пуансона 13 в крайнее верхнее положение, прессфор1ма 17 достигает уиора 18 и остает841
ся .неподвижной, обжимая изолятор по всей его поверхности.
Пуансон 13 находится в верхнем мертвом положении до тех пор, пока червячный..винт. 4 не подьмется вверх на высоту резьбовой части изолятора. После червячный винт 4 опускается-З крайнее, нижнее положение, - а --прессформа 17 садится в гнездо, поворотного стиха, имеющего несколько прессформ:.
После того, как верхний пуансоч займет крайнее верхнее положение, а нижний крайнее нижнее, стал поворачивается на четверть оборота.
J.
подводя под позицию прессовки новую прессформу.
Предмет изобретения
Станок для прессования изоляторов с вн тренней нарезкой, з котором применены вращающиеся пуансоны, отличающийся тем, чт:) для подъема и опускания вращающегося пуансона, формующего резьбу изолятора, применена гайка, вращающаяся с другим число.м оборотов, чем число оборотов пуансона, и взаимодействующая с ходовой резьбой пуансона с целью ув гличепия шага их ходовых резьб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для окраски посуды пульверизацией через трафареты | 1938 |
|
SU55208A1 |
| Устройство для изготовления фарфоровых изоляторов | 1957 |
|
SU115376A1 |
| Винтовой пресс | 1944 |
|
SU67006A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| Полуавтоматическая установка для изготовления галош методом штамповки | 1952 |
|
SU118973A1 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1282949A1 |
| Винтовой пресс для штамповки обкатыванием | 1990 |
|
SU1731366A1 |
| Устройство для привода подающей линейки для многопозиционного пресса | 1986 |
|
SU1741603A3 |
| Винтовой пресс | 1986 |
|
SU1364492A1 |
