(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Устройство для подачи электродной проволоки | 1977 |
|
SU715251A1 |
| Устройство для подачи электродной проволоки | 1975 |
|
SU547310A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ МАЛОЙ ЖЕСТКОСТИ | 1968 |
|
SU212402A1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2022737C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
Изобретение относится к сварочной технике, а именно к устройствам для точечной электродуговой сварки в среде защитных газов и может быть использовано в многоэлектродных сварочных автоматах.
Известно устройство для подачи злектродной проволоки 1 содержащее размещенные на станине приводной и прижимной ролики и механизм поджатия прижимного ролика в виде подпружиненного толкателя, несущего прижимной ролик. Толкатель приводится в действие фигурным кулачком, перемещающимся на приводном вгшу. Усилие прижатия ролика к электродной проволоке зависит от длины толкателя, диаметров приводного и прижимного роликов, расстояния между роликами, размера фигурного кулачка, расстояния между осью перемещения фигурного кулачка и концом толкателя.
Недостаточная надежность работы обусловлена неравномерностью подачи электродной проволоки. Это происходит из-за того, что постоянная скорость подачи электродной проволоки требует постоянства усилия прижатия роликов. Для обеспечения постоянства усилия прижатия роликов требуется
кая точность изготовления толкателя, роликов, и фигурного кулачка и высо- кая точность размещения на станине всех деталей устройства. Соблюдение всех этих требований одновременно трудно выполнимо. В результате проволока подается с непостоянной скоростью, вследствие чего возможен разрыв сварочной дуги, замыкание сва10рочной проволоки, ее смятие и заклинивание в горелке.
Целью изобретения является повышение надежности работы устройства.
Поставленная цель достигается тем,
15 что в устройстве для подачи злектродной проволоки, содержащем размещенные на ртанине приводной и прижим. ной ролики и механизм поджатия прижим-.ного ролика в виде подпружиненного
20 толкателя, несущего прижимной ролик, толкатель выполнен из двух частей и снабжен дополнительной пружиной, установленной между составными частями.
25
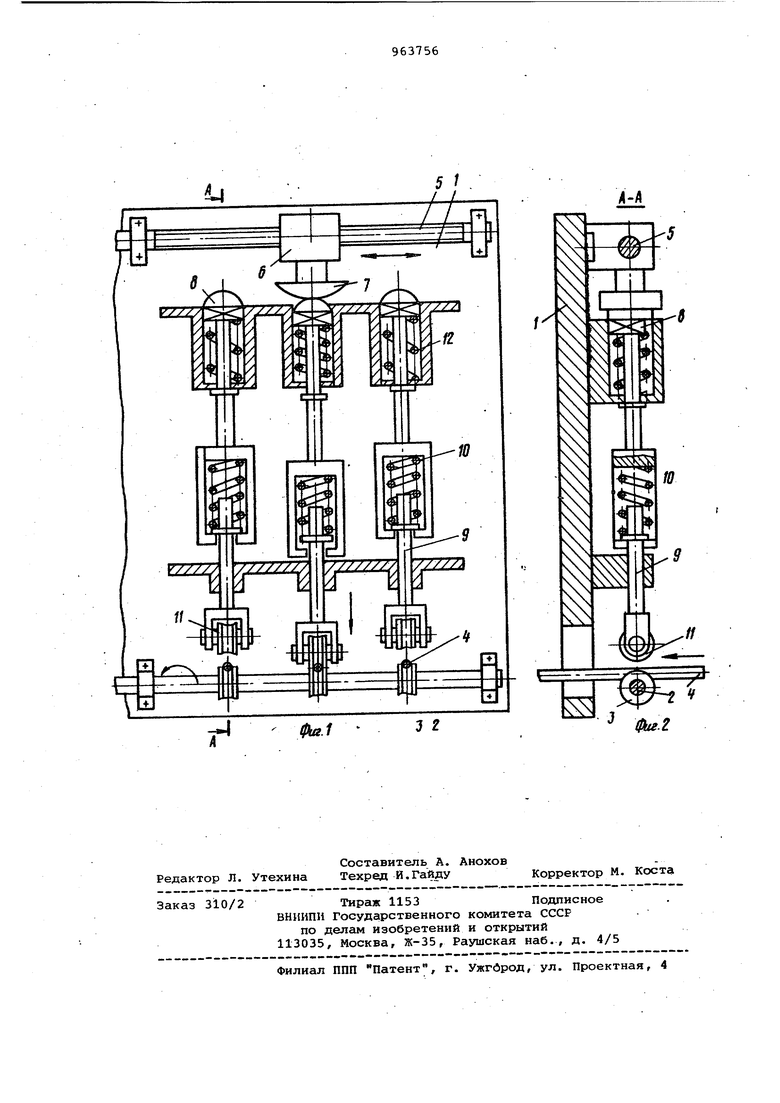
На фиг. 1 показано предложенное устройство, вид спереди, разрез по оси толкателя; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит- корпус 1, в
30 котором установлены приводной вал 2 с приводными роликами 3 для электро ной проволоки 4 и приводной вал 5 с ходовым винтом, на котором движется ползун 6 с кулачком 7. В корпусе 1 установлены также толкатели, состоя щие из двух частей; верхней 8 и нижней 9, между которыми расположена пружина 10. К нижней части 9 толкателя крепятся прижимные ролики 11. Верхняя часть 8 толкателя подпружин на пружиной 12 так,что ролики 11 от ведены от роликов 3. Кулачок 7 закреплен на ползуне 6 с возможностью взаимодействия с верхней половиной 8 толкателя при перемещении ползуна 6 по приводному валу 5. Работает устройство следующим образом. При вращении вала 5 ползун 6 с кулачком 7 перемещается и поочередно воздействует на верхние части 8 толкателей. При своем перемещении часть 8 толкателя через пружину 10 перемещает часть 9 толкателя до соприкосновения ролика 11 с электродной проволокой 4. При дальнейшем пе ремещении части 8 толкателя пружина 10 сжимается. Проволока 4 оказывает ся зажатой между роликами 3 и 11 с силой, определяемой усилием сжати пружины 10. Так как ролик 3 вращается вместе с валом 2, он передает вращение ролику 11. Таким образом осуществляется подача электродной проволоки 4. При прекращении воздействия кулачка 7 на верхнюю часть 8 толкателя последняя под действием пружины 12 перемещается вверх. Пружина 10 разжимается и при дальнейшем перемещении верхней части 8 толкателя вверх перемещает вверх нижнюю часть 9 толкателя. Ролик 11 отходит от электродной проволоки 4, и ее подача прекращается. Надежность работы устройства для электродуговой сварки повышена за счет обеспечения постоянной скорости, подачи электродной проволоки. При этом предотвращается разрыв сварочной дуги или замыкание сварочной проволоки. В результате обеспечивается стабильный режим горения дуги и повышается качество сварных соединений. Это особенно существенно при многоэлектродной сварке, так как предлагаемое устройство позволяет обеспечить равную высокую прочность всех швов-изделия. Формула изобретения Устройство для подачи- электродной проволоки преимущественно в многоэлектродных сварочных автоматах, содержащее размещенные на станине приводной и прижимной ролики и механизм поджатия прижимного ролика в виде подпружиненного толкателя, несущего прижимной ролик, отличающееся тем, что, с целью повышения надежности в работе, толкатель выполнен из двух частей и снабжен дополнительной пружиной, . установленной между составными частями , Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 715251, кл. В 23 К 9/12, 1979 (прототип).
