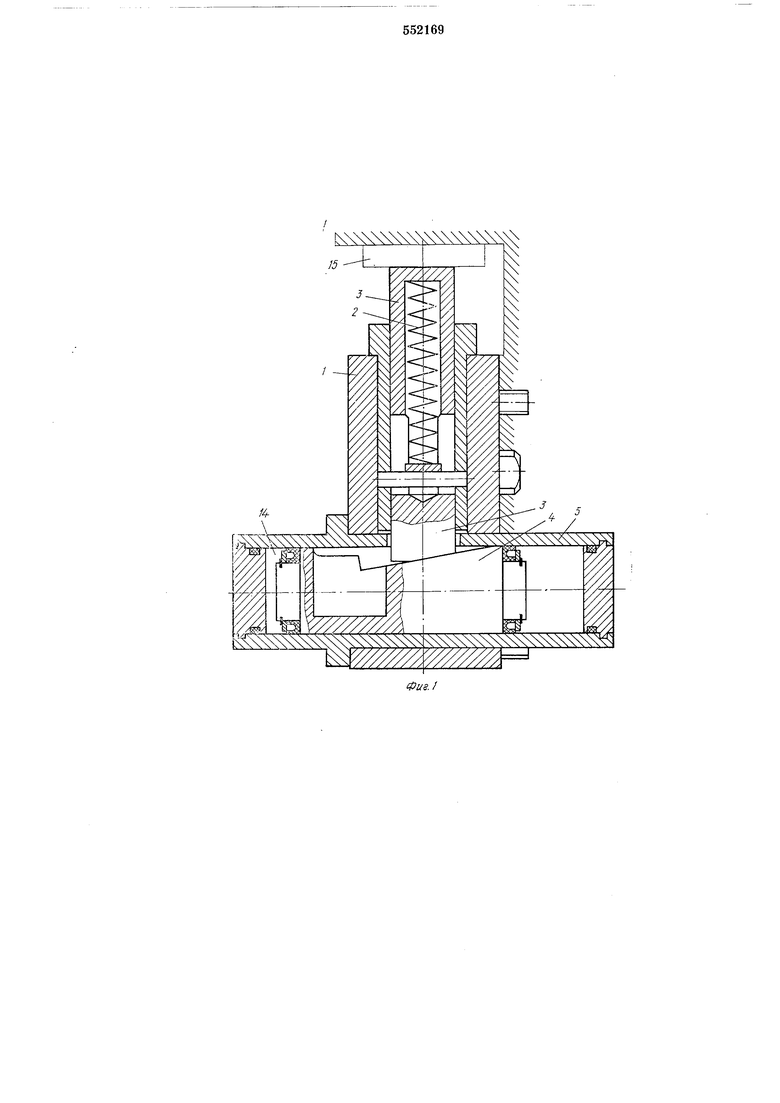
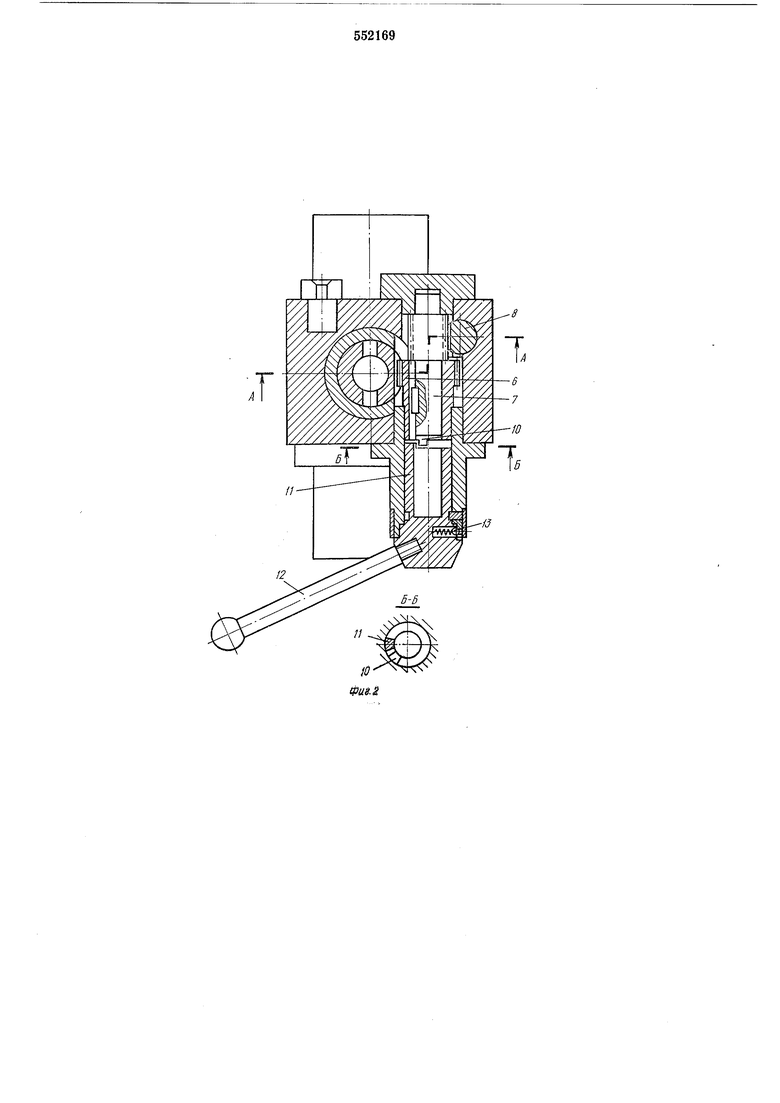
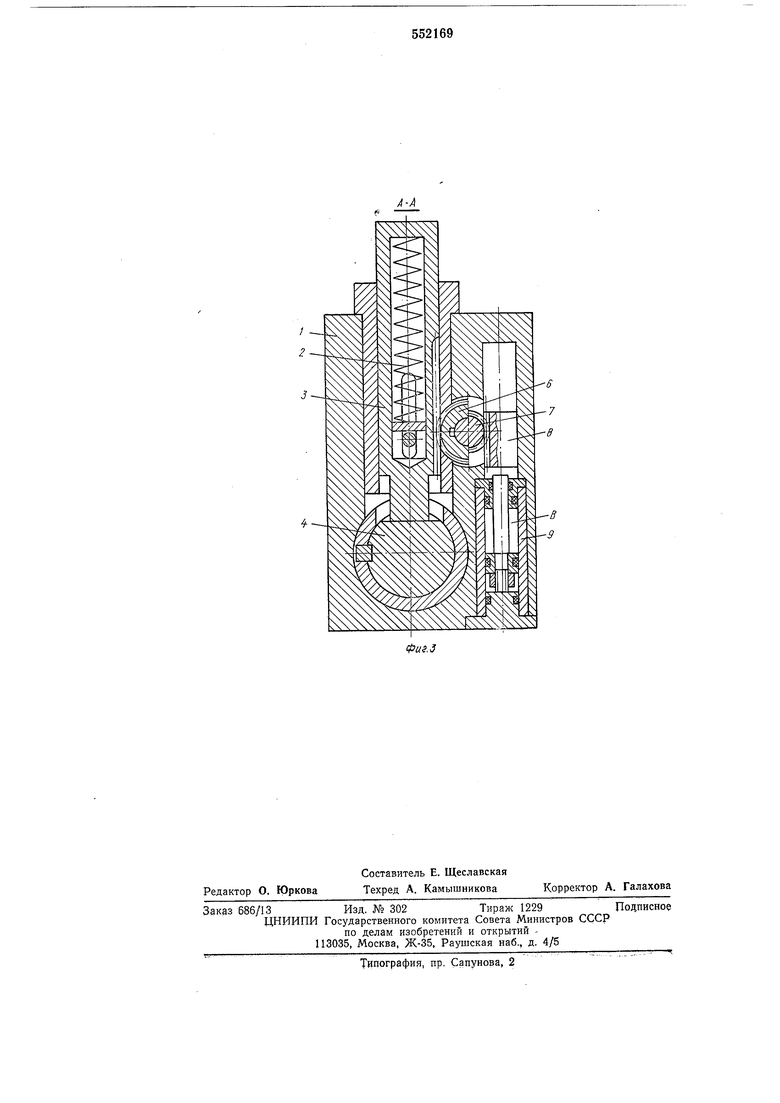
за счет чего достигается значительный ход толкателя, позволяющий снять обработанную деталь с базовых выстунов (пальцев, оправки) или впадин (нризм, отверстий). Новая обрабатываемая деталь устанавливается на толкатель или на базовые иоверхности ириснособления. Рабочая жидкость подается в иолость В цилиндра 9, шток которого перемещается вниз. Под действием нружииы 2 толкатель 3 перемещается вверх, плавно подводя обрабатываемую деталь к базовым поверхностям присиособления или подходя к обрабатываемой детали и предварительно ноджимая ее к базам. Скорость движения толкателя 3 может быть установлена любой требуемой величины за счет дросселирования расхода рабочей жидкости в гидроцилиндре 9, щток которого через зубчато-реечную передачу 8, 7 и 6 удерживает толкатель 3 от ускоренного перемещения иод действием нружнны 2. При этом вынолнениый на зубчатом колесе 6 выстуи 10 поворачивается но часовой стрелке (см. фиг. 2) и в момент поджима детали останавливается напротив выступа И, выполненного на торце стуиицы рукоятки 12. Оператор, обслуживающий станок н приспособление, проверяет правильность установки детали на базовых поверхностях. Если деталь плохо соориентироваиа относительно базовых элементов и ее надо переустановить, оператор поворачивает рукоятку 12. При этом выступ II, поворачиваясь против часовой стрелки, воздействует на выступ 10 зубчатого колеса 6, преодолевая усилие пружины. Толкатель 3 отводится от детали на величину, необходимую для переустановки ее в нриснособлении. Как только с рукоятки 12 снимается усилие (оператор отпускает рукоятку), пружина 2 вновь подводит толкатель 3 к детали и фиксирует ее в правильном положении. После этого включается гидроцилнндр 5, рабочая жидкость подается в полость гидроцилнндр а 5, и клин-нлунжер 4, смещаясь влево, окончательно зажимает обрабатываемую деталь. Выполнение вала зубчато-реечной передачи из двух частей, снабженных взанмодействующимн между собой выстунамн, позволяет улучщить зсловия техники безопасности путем иоключення иоворота рукоятки при автоматической работе устройства. При этом за счет введения в зубчато-реечную передачу дополнительной рейки, связанной нежестко со щтоком приводного цилиндра, сохраняется возможность работы рукояткой для отвода зажимного толкателя от детали при установке ее на базирующие элементы. Формула изобретения Устройство для фиксации и зажима деталей, в корпусе которого установлен зажимной толкатель с выполненной на нем рейкой, взаимодейству ощий с приводом и соединенный посредством зубчато-реечной передачи с рукояткой, насаженной на зубчатый валнк, отличающееся тем, что, с целью исключения поворота рукоятки при автоматической работе устройства, оно снабжено донолнительной рейкой, периодически взаимодействующей с введенным в устройство приводом, а зубчатый валик выполнен из двух частей, торцы которых снабжены выступамн, контактирующими друг с другом при повороте рукоятки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Схват промышленного робота | 1980 |
|
SU931467A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Устройство для зажима деталей | 1984 |
|
SU1215932A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ГИДРОПРИВОДОМ | 2005 |
|
RU2296893C1 |
| Устройство для закрепления детали | 1986 |
|
SU1369880A1 |
| Схват манипулятора | 1983 |
|
SU1071421A1 |
| Загрузочное устройство сверлильного станка | 1972 |
|
SU484066A1 |
| Рулевое управление трактора | 1984 |
|
SU1221002A1 |
| Двухкулачковый поворотный патрон | 1978 |
|
SU804228A1 |