1
Изобретение относится к области переработки пластмасс в изделия.
Известна литьевая форма, содержащая промежуточную и опорные платы, вкладыши, оформляющие внутреннее поднутрение и размещенный между ними средний вкладыш.
Недостатком известной формы является сложность ее конструкции и невозможность изготовления на изделии наружного поднутрения.
Наиболее близким техническим решением к описываемому является литьевая форма, содерн ащая промежуточную плиту и жестко связанную с ней опорную, и плиту толкателя с установленной в ней цангой для оформления внутреннего поднутрения, взаимодействующей с закрепленным на опорной плите разжимающим стержнем.
Недостаток известной формы заключается в том, что она не обеспечивает изготовления на изделии поднутрений одновременно с наружной и внутренней сторон.
Цель изобретения - обеспечение получения поднутрений на изделии с наружной и внутренней сторон одновременно.
Поставленная цель достигается тем, что форма снабжена укрепленной на плите толкателя цангой, оформляющей наружное поднутрение, установленной концентрично цанге,
оформляющей внутреннее поднутрение, и закрепленным в промежуточной плите разжимающим элементом, выполненным в виде плиты с профильными упорами, размещенными между цангами и взаимодействующими с ними.
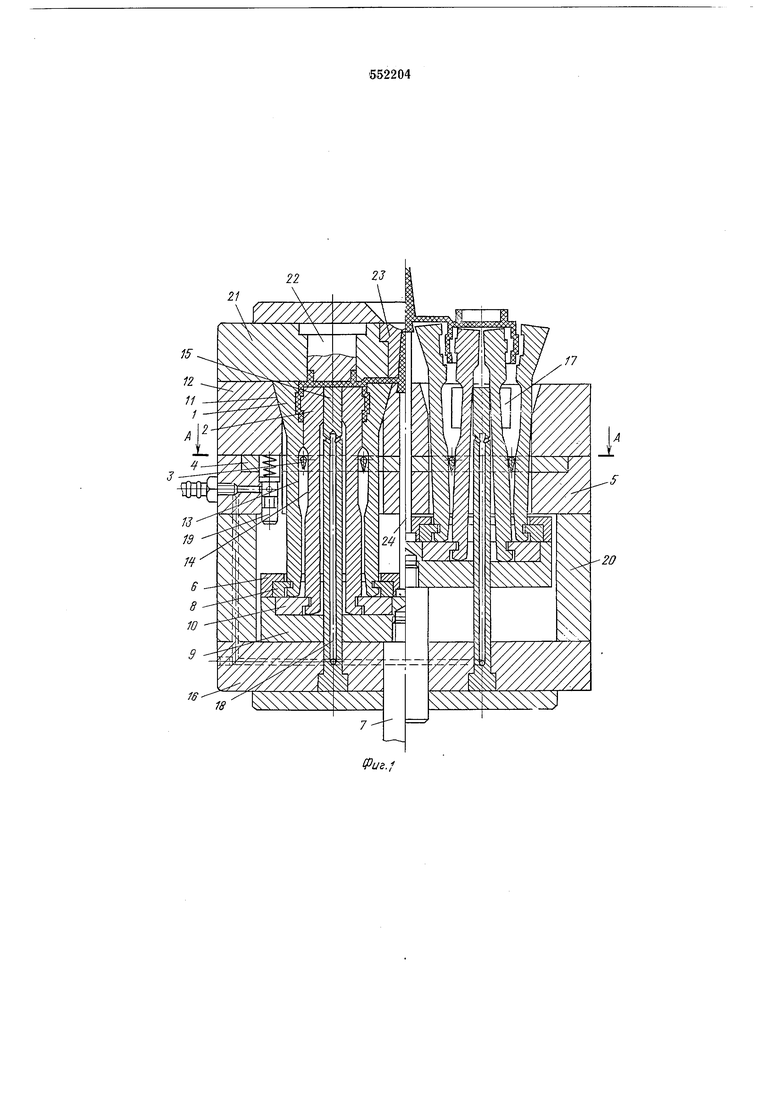
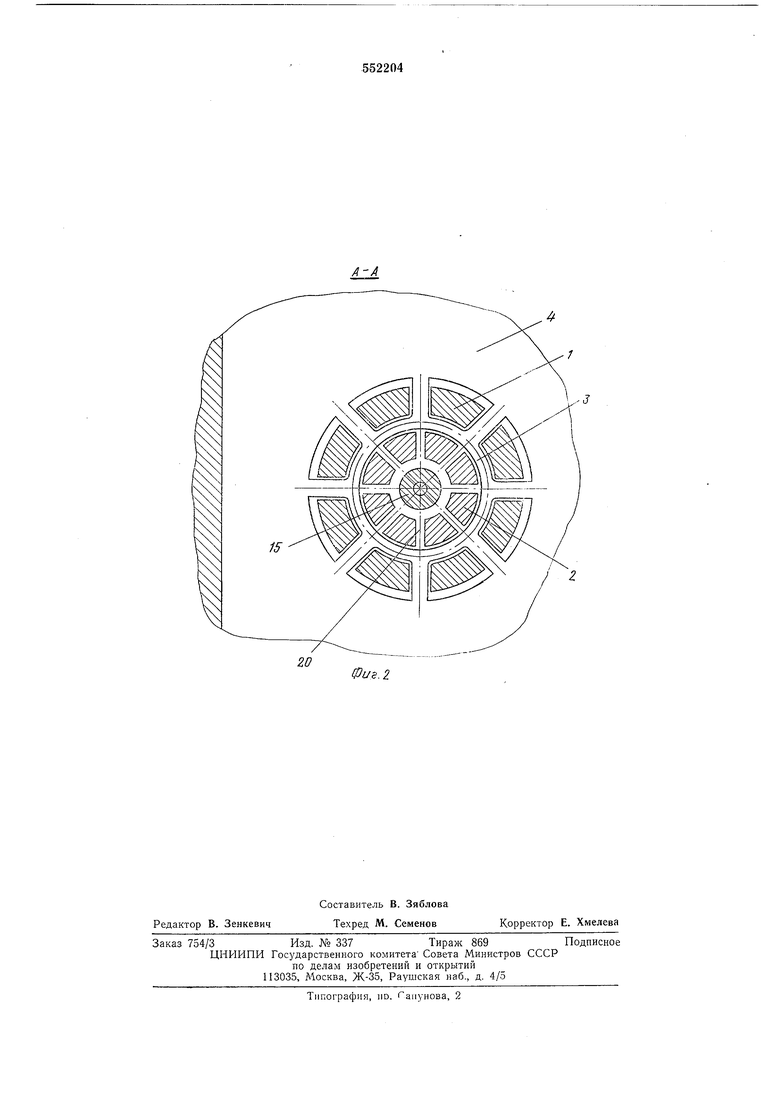
На фиг. 1 изображен продольный разрез формы с разным положением цанг, левая половина- форма в сомкнутом положении, правая половина - форма в раскрытом положении; на фиг. 2 - сечение по А-А на фиг. 1 (в увеличенном масштабе).
Литьевая форма содержит секции цанг 1 для оформления поднутрения с наружной стороны изделия и секции цанг 2 для оформления поднутрения с внутренней стороны. Между цангами 1 и 2 размещены профильные упоры 3, которые размещены на плите 4, жестко закрепленной в промежуточной плите 5. Профильные упоры служат для раскрытия секций наружных цанг. Секции наружных цанг 1 крепятся шарнирно к плите 6 толкателя 7 посредством полуколец 8. Секции внутренних цанг 2 крепятся шарнирно к цлите 9 толкателя посредством полуколец 10. Верхняя часть секции наружных цанг 1 выполнена с заклинивающими наружным конусом 11, взаимодействующим с конусом, выполненным на плите 12. В средней части секции наружных цанг 1 выполнены с внутренней стороны выемы 13, а внутренних цанг - выемы 14, взаимодействующие с упорами 3 при выталкивании изделий. В цангах 2 размещены разжимающие стержни 15, которые жестко закреплены в опорной плите 16. Стержни 15 вылолнены с выступами 17, разделяющими оформляющие части секций внутренних цанг 2. Выступы 17 образуют зазоры между секциями внутренних цанг 2 при выталкивании изделий.
В стержнях 15 выполнены для подачи сжатого воздуха канала 18, соединенные с золотниковым устройством 19.
Между плитами 5 и 16 размещены стойки 20, определяющие величину хода цанг. В неподвижную плиту 21 встроен пуансон 22 и литниковая втулка 23, а в плите 6 закреплен выталкиватель 24 литника.
Литьевая форма работает следующим образом.
После впрыска расплава и соответствующей выдержки подвижная полуформа, ограниченная плитами 12 и 16, отходит от неподвижной полуформы. При этом секции наружных и внутренних цанг надежно удерживаются в подвижной полуформе заклинивающим конусом 11. При дальнейшем движении подвижной полуформы толкатель 7 встречают упор литьевой машины, и система плит 6 и 8 начинает перемещаться. Секции наружных цанг 1 и внутренних цанг 2 наталкиваясь на упоры 3, начинают отклоняться от изделий. При этом секции наружных цанг 1 отклоняются от центра, а секции внутренних цанг 2 сближаются. В конце движения плит 6 и 9 золотниковое устройство подает сжатый воздух в каналы 18 для удаления изделий из литьевой формы.
Формула изобретения
Литьевая форма, содержащая промежуточную плиту и жестко связанную с ней опорную плиту толкателя с установленной в ней цангой
для оформления внутреннего поднутрения, взаимодействующей с закрепленным на опорной плите разжимающими стержнем, отличающаяся тем, что, с целью обеспечения получения поднутрений на изделии с наружной
и внутренней сторон одновременно, она снабжена укрепленной на плите толкателя цангой, оформляющей наружное поднутрение, установленной концентрично цанге, оформляющей внутреннее поднутрение, и закрепленным в
промежуточной плите разжимающим элементом, выполненным в виде плиты с профильными упорами, размещенными между цангами и взаимодействующими с ними.
22
21
r//// ///7/
:
№18
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с внутренним поднутрением | 1984 |
|
SU1333590A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |