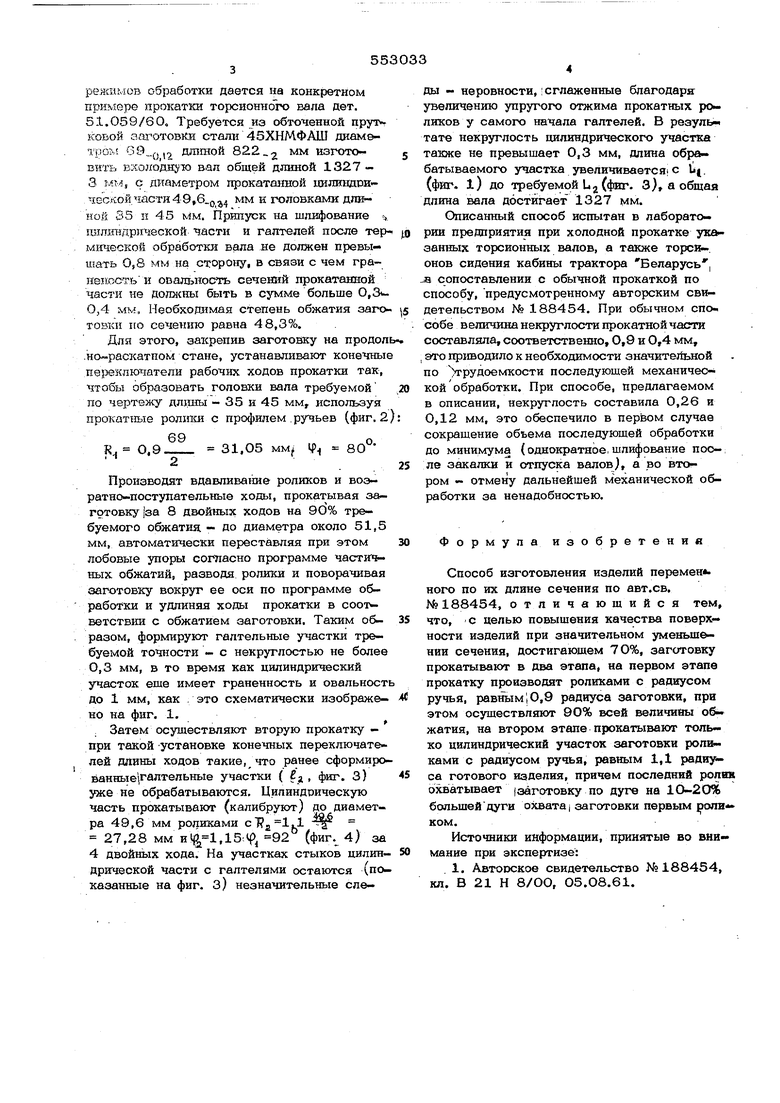
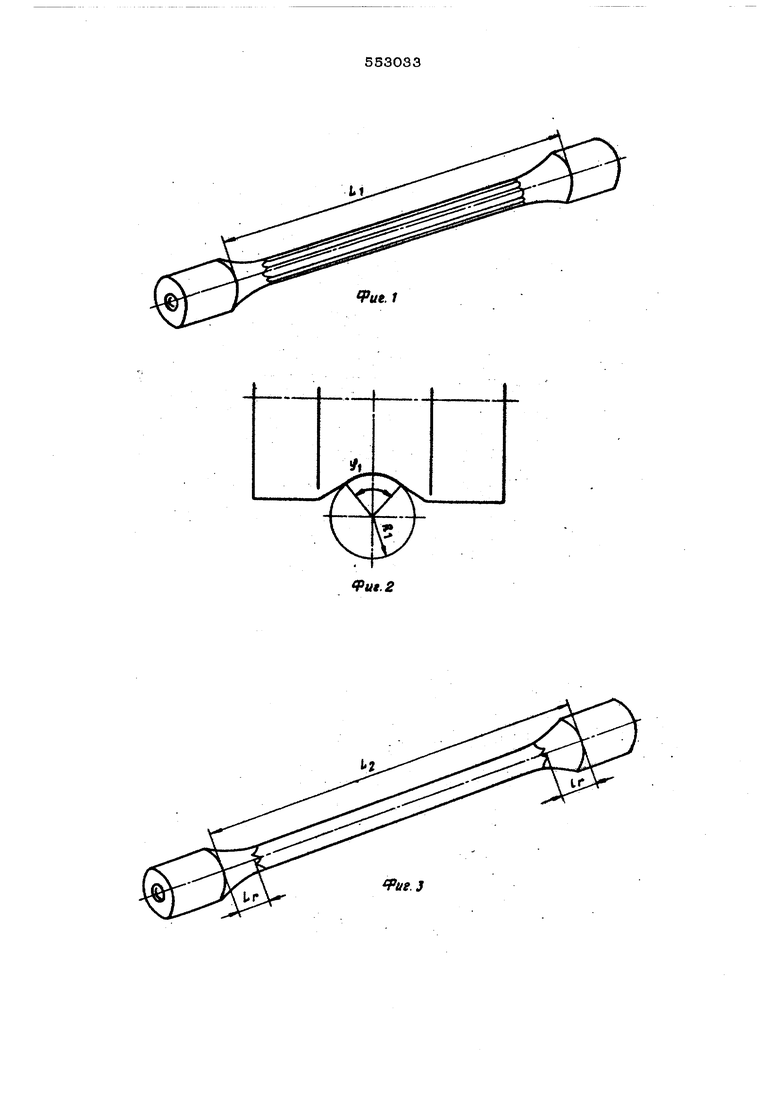
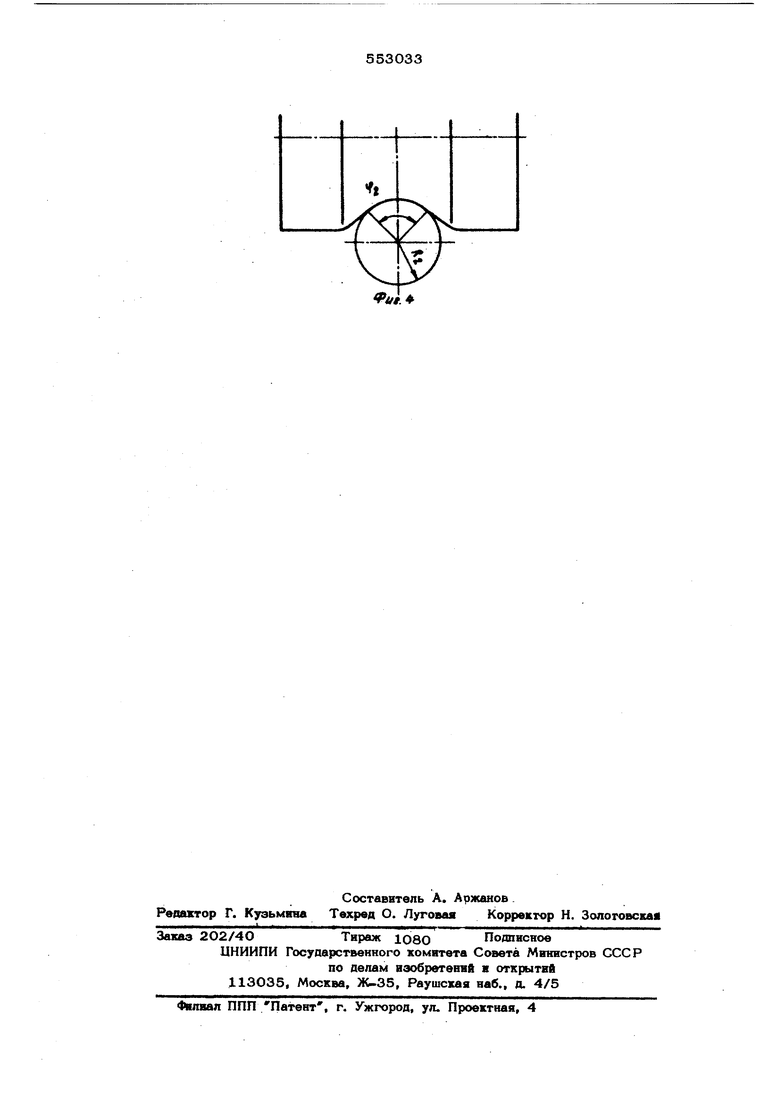
режимов обработки дается на конкретном примере прокатки торсионно го вала дет. 51.059/60, Требуется из обточенной npjnw КОБОЙ ат-отовки стали 45ХНМФАШ диаметро а Q9...Q,, ДЛ1ШОЙ мм изготовить вхоноднуто вал общей длиной 13273 мм, с диаметром прокатанной цилтщричес«гойчасти49,6.дj мм и головками 35 и 45 мм. Припуск на шлифование . шш.5тдр1гческой части и галтелей после тер мической обработки вала jae должен превышать Os8 мм на сторону, в связи с чем граненость и овальность сечений прокатанной части не должны быть в сумме больше О,3 0,4 мм. Необходимая степень обжатия загчэ товкн по сечению равна 48,3%. Для этого, закрепив заготовку на продол .но раскатпом стане, устанавливают конечны переключатели рабочих ходов прокатки так, чтобы образовать головки вала требуемой по чертежу длщоа- 35 и 45 мм, используя прокатные ролшси с профилем .ручьев (фиг. 2 31,05 мм/ P 80 Производят вдавливатае роликов и возратно-поступательные ходы, прокат ывая заготовку за 8 двойных ходов на 90% требуемого обжатия - до диаметра около 51,5 мм, автоматически переставляя при этом лобовые упоры согласно программе частичных обжатий, разводя ролики и поворачивая заготовку вокруг ее оси по программе обработки и удлиняя ходы прокатки в соот ветствии с обжатием заготовки. Таким образом, формируют галтельные участки требуемой точности - с некруглостью не более О,3 мм, в то время как цилиндрический участок еше имеет граненность и овальност до 1 мм, как . это схематически изображено на фиг. 1. . Затем осуществляют вторую прокатку при такой установке конечных переключате лей длины ходов такие, что ранее сформированнь1е галтельные участки ( j , фиг. 3) уже не обрабатываются. Цилиндрическую часть прокатывают (калибруют) до диаметра 49,6 мм роликами .1 27,28 мм ,15Лр1 92 (фиг. 4) за 4 двойнь1Х хода. На участках стыков цилин- дрической части с галтелями остаются казанные на фиг. з) незначительные следы - неровности,: сглаженные благодаря увеличению упругого отжима прокатных роликов у самого начала галтелей. В результате некруглость цилиндрического участка также не превышает 0,3 мм, длина обрабатываемого участка увеличивается с ll|. (фиг. l) до требуемой U2 (фиг. 3), а общая длина вала достигает 1327 мм. Описанный способ испытан в лаборатории предприятия при холодной прокатке указанных торсионных валов, а также торсионов сидения кабины трактора Беларусь, S сопоставлении с обычной прокаткой по способу, предусмотренному авторским свв детельством № 188454. При обычном способе величина некруглости прокатной части составляла, соответственно, 0,9 и 0,4 мм, это приводило к необходимости значительной по тpyдoeмкocти последующей механической обработки. При способе, предлагаемом в описании, некруглость составила 0,26 и 0,12 мм, это обеспечило в первом случае сокращение объема последующей обработки до минимума (однократное,шлифование после закалки и отпуска валов, а во втором - отмену дальнейшей механической обработки за ненадобностью. Формула изобретений Способ изготовления изделий перемен, ного по их длине сечения по авт.св. № 188454, отличающийся тем, что, с целью повыщения качества поверхности изделий при значительном уменьшении сечения, достигающем 70%, заготовку прокатывают в два этапа, на первом этапе прокатку производят роликами с радиусом ручья, равнь1М|0,9 радиуса заготовки, при этом осуществпяпот 9О% всей величины обжатия, на втором этапе прокатывают только цилиндрический участок заготовки роликами с радиусом ручья, равным 1Д радиуса готового изделия, причем последний ролик охватьюает ) заготовку по дуге на 1О-20% большей дуги охвата заготовки первым роли-ком. Источники информации, принятые во внимание при экспертизе: 1. Автооское свидетельство №188454, кл. В 21 Н 8/ОО, 05.О8.61.
i/e. Г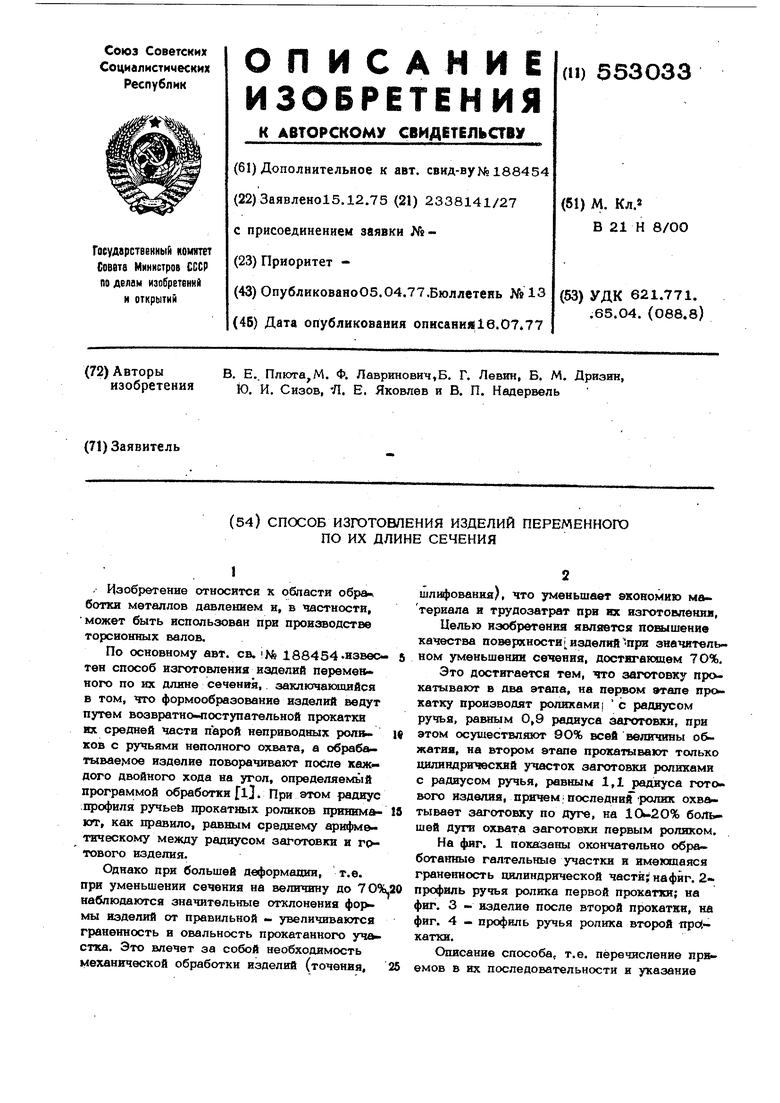
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |
| Способ изготовления изделий перемен-НОгО пО иХ длиНЕ СЕчЕНия | 1978 |
|
SU829283A1 |
| Способ изготовления изделий переменного по их длине сечения | 1977 |
|
SU738736A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| Способ обработки торсионных шлицевых валов | 1988 |
|
SU1574439A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| Способ упрочнения торсионных валов | 1986 |
|
SU1420038A1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
fue.s
