Предметом изобретения является многопозиционный комбинированный штамп совмещенного действия для изготовления деталей из проволоки и листового металла и соединения их между собою.
Отличительная особенность описываемого ниже многопозиционного комбинированного штампа заключается в том, что в нем для укладки проволочной детали в листовую заготовку использована сила тяжести. С этой целью над ручьем для движения листовой заготовки установлена плита, на нижней поверхности которой монтированы ползушки, направляющие и оправка, осуществляющие совместно с пуансоном при его рабочем ходе обрубку, изгибание и закрепление проволочной детали в листовой заготовке.
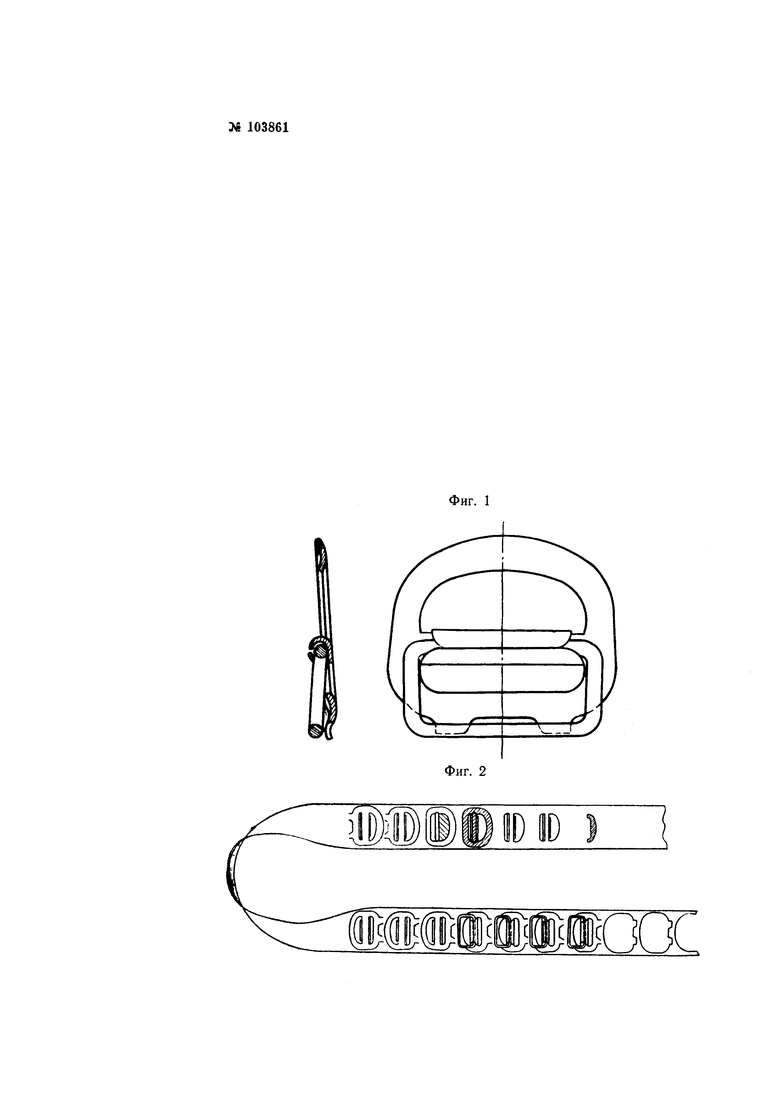
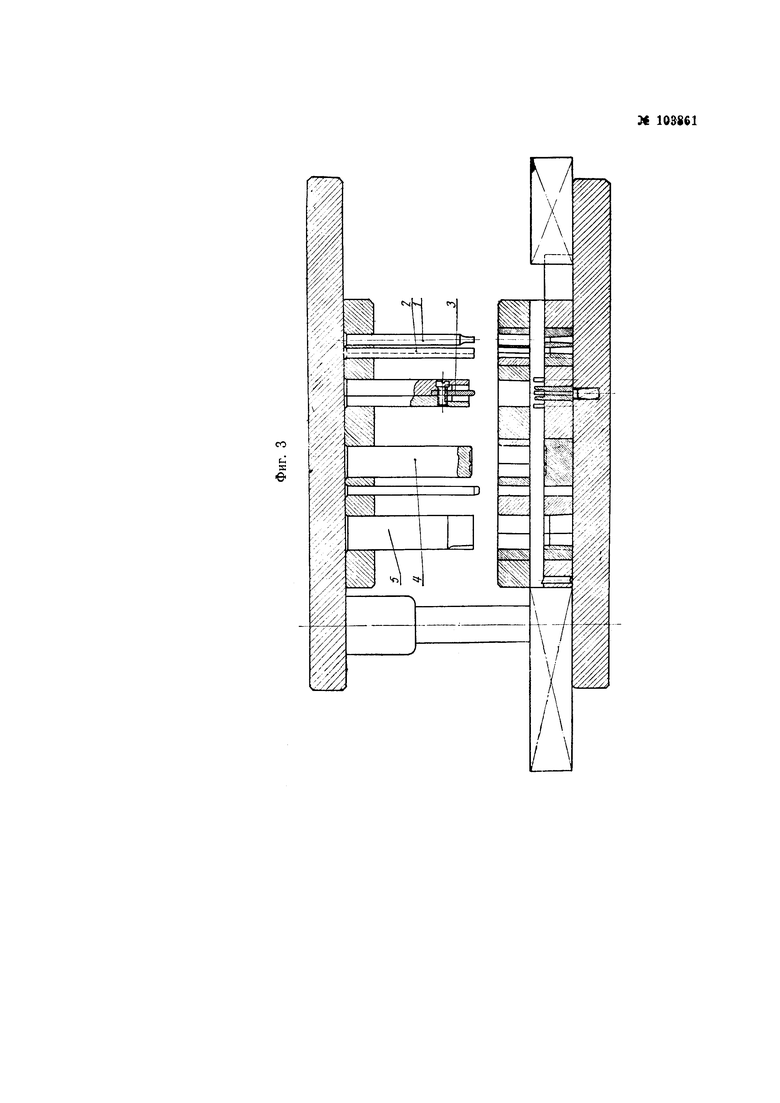
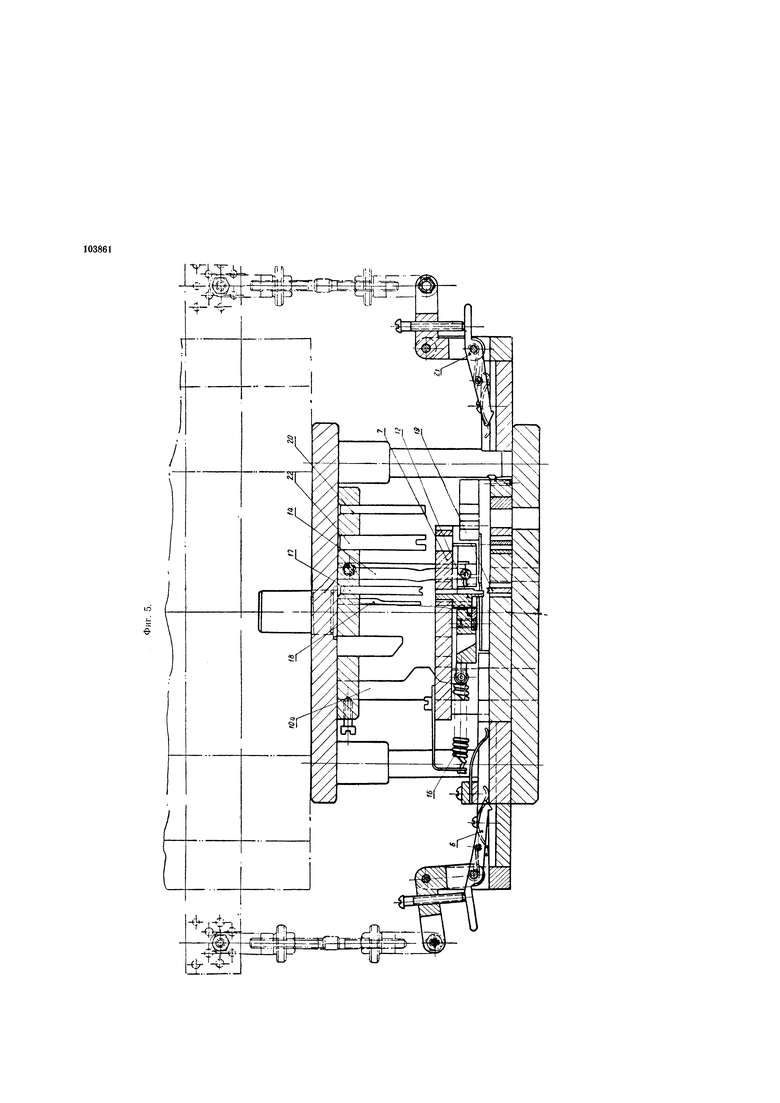
На фиг. 1 изображен общий вид (в двух проекциях) изделия (пряжки), изготовляемого на штампе; на фиг. 2 - общий вид ленты металла с последовательным чередованием операций по изготовлению пряжки; на фиг. 3 - общий вид узла штампа в разрезе; на фиг. 4 - общий вид в плане узла, изготовляющего проволочную деталь; на фиг. 5 - общий вид того же узла сбоку, частично в разрезе.
Многопозиционный комбинированный штамп в основном состоит из двух узлов, смонтированных в общем блоке, устанавливаемом на обычный кривошипный или эксцентриковый пресс, а именно: узла штамповки детали из листового металла и узла изготовления проволочной детали и сборки. Предназначен он для изготовления пряжки, изображенной на фиг. 1.
Узел штамповки состоит из ряда пуансонов и матриц, расположенных над и под ручьем (А-А) движения ленты металла. Пуансон (1) осуществляет пробивку отверстий в ленте металла для ловителей, пуансон (2) вырубает часть окна рамки пряжки, пуансон (3) служит для изгиба усиков в пряжке, а следующие пуансоны (4) и (5) служат для частичной вырубки контура пряжки, которая остается еще в ленте. Движение ленты осуществляется при помощи крючка (6), захватывающего ленту за отверстия для ловителей. После прохода через этот узел, лента делает петлю и поступает во второй ручей (Б-Б).
Второй узел производит изготовление проволочной детали, вставку ее в заготовку (рамку) из листового металла, обжим заготовки, обрубку и сбрасывание готовой пряжки. Этот узел располагается над ручьем (Б-Б), по которому проходит лента с частично вырубленной рамкой пряжки. Все детали узла смонтированы на нижней поверхности плиты (7). Проволока подается через колпачок (8) и направляющую втулку (9) до упора (9а), а ползушка (10) при своем движении от давления клиньев (10а) обрезает ножом (11) проволочную заготовку и изгибает последнюю на оправке (12).
Боковые ползушки (13), перемещаясь при помощи клиньев (14), изгибают концы проволоки вокруг той же оправки (12) и придают проволочной детали окончательную форму. Обратное движение ползушек (10) и (13) осуществляется при помощи пружин (15) и (16).
Затем проволочная деталь под действием собственного веса падает вниз и укладывается в усики рамки, проходящей в это время по ручью (Б-Б). Для правильной установки проволочной детали в рамке служат пуансон (17), толкатели (18), а обжим усиков осуществляется пуансоном (19).
Лента металла с собранной на ней пряжкой поступает дальше под пуансон (20), который отрубает готовую пряжку от ленты и сбрасывает ее в желоб. Перемещение ленты в ручье (Б-Б) осуществляется при помощи крючковой подачи (21), а положение ленты фиксируется ловителем (22).
Подача проволоки осуществляется при помощи толчкового зажимного механизма (23).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для изготовления деталей из листового материала | 1980 |
|
SU869912A1 |
| Многопозиционный гибочный штамп | 1979 |
|
SU889206A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1972 |
|
SU323176A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для изготовления полых деталей из листового материала | 1976 |
|
SU599891A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |

Многопозиционный комбинированный штамп совмещенного действия для изготовления деталей из проволоки листового материала и соединения их между собою, отличающийся тем, что, с целью использования силы тяжести для укладки проволочной детали в листовую заготовку, над ручьем для движения листовой заготовки установлена плита, на нижней поверхности которой монтированы ползушки, направляющие и оправка, осуществляющие совместно с пуансоном при его рабочем ходе обрубку, изгибание и закрепление проволочной детали в листовой заготовке.
