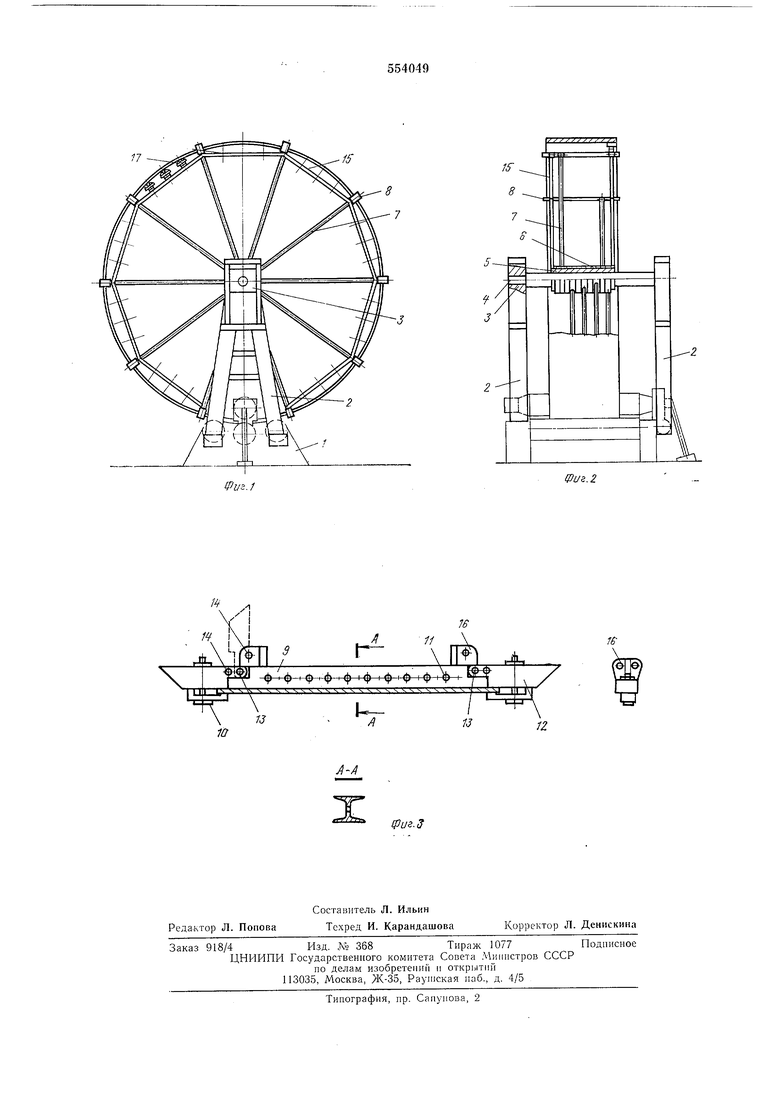
Устройство также снабжено регулируемыми по длине балками 15, концы которых оформлены вилкообразно под шарнирное сочленение с балками 9 струбцин, для чего на последних имеются кронштейны 16 с отверстиями.
На стяжке установлены регулируемые опоры 17, количество которых определяется жесткостью обечайки.
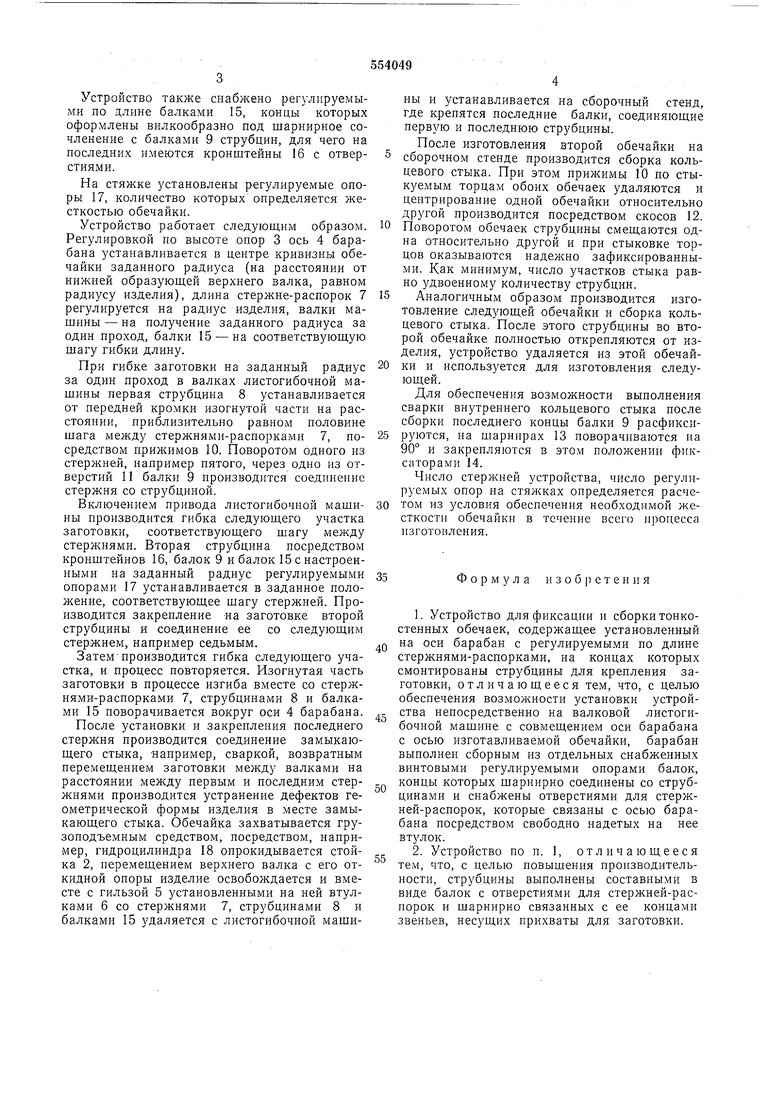
Устройство работает следуюш;им образом. Регулировкой по высоте опор 3 ось 4 барабана устанавливается в центре кривизны обечайки заданного радиуса (на расстоянии от нижней образующей верхнего валка, равном радиусу изделия), длина стержне-распорок 7 регулируется на радиус изделия, валки машины - на получение заданного радиуса за один проход, балки 15 - на соответствующую шагу гибки длину.
При гибке заготовки на заданный радиус за один проход в валках листогибочной машины первая струбцина 8 устанавливается от передней кромки изогнутой части на расстоянии, ириблизительно равном половине шага между стержнями-распорками 7, посредством прижимов 10. Поворотом одного из стержней, иапример пятого, через одно из отверстий И балки 9 производится соединеиие стержня со струбциной.
Включением привода листогибочной машины производится гибка следующего участка заготовки, соответствующего шагу между стержнями. Вторая струбцина посредством кронштейнов 16, балок 9 и балок 15 с настроенными на заданный радиус регулируемыми опорами 17 устанавливается в заданное положение, соответствующее шагу стержней. Производится закрепление на заготовке второй струбцины и соединение ее со следующим стержнем, например седьмым.
Затемпроизводится гибка следующего участка, и процесс повторяется. Изогнутая часть заготовки в процессе изгиба вместе со стержнями-распорками 7, струбцинами 8 и балками 15 поворачивается вокруг оси 4 барабана.
После установки и закрепления последнего стержня производится соединение замыкающего стыка, например, сваркой, возвратным перемещением заготовки между валками на расстоянии между первым и последним стержнями производится устранение дефектов геометрической формы изделия в месте замыкающего стыка. Обечайка захватывается грузоподъемным средством, посредством, например, гидроцилиндра 18 опрокидывается стойка 2, перемещением верхнего валка с его откидной опоры изделие освобождается и вместе с гильзой 5 установленными на ней втулками 6 со стержнями 7, струбцинами 8 и балками 15 удаляется с листогибочной машины и устанавливается на сборочный стенд, где крепятся последние балки, соединяющие первую и последнюю струбцины.
После изготовления второй обечайки на сборочном стенде производится сборка кольцевого стыка. При этом прижимы 10 по стыкуемым торцам обоих обечаек удаляются и центрирование одной обечайки относительно другой производится посредством скосов 12.
0 Поворотом обечаек струбцины смещаются одна относительно другой и при стыковке торцов оказываются надежно зафиксированными. Как MHHHMjM, число участков стыка равно задвоенному количеству струбцин.
5 Аналогичным образом производится изготовление следующей обечайки и сборка кольцевого стыка. После этого струбцины во второй обечайке полностью открепляются от изделия, устройство удаляется из этой обечайки и используется для изготовления следующей.
Для обеспечения возможности выполнения сварки внутреннего кольцевого стыка после сборки последнего концы балки 9 расфикси5 руются, на шарнирах 13 поворачиваются на 90° и закрепляются в этом положении фиксаторами 14.
Число стержней устройства, число регулируемых опор на стяжках определяется расчетом из зсловия обеспечения необходимой жесткости обечайки в течение всего процесса изготовления.
Формула изобретения
1.Устройство для фиксации и сборки тонкостенных обечаек, содержащее установленный
на оси барабан с регулируемыми по длине стержнями-распорками, на концах которых смонтированы струбцины для крепления заготовки, отличающееся тем, что, с целью обеспечения возможности установки устройства непосредственно на валковой листогибочной машине с совмещением оси барабана с осью изготавливаемой обечайки, барабан выполнен сборным из отдельных снабженных винтовыми регулируемыми опорами балок, концы которых шарнирно соединены со струбцинами и снабжены отверстиями для стержней-распорок, которые связаны с осью барабана посредством свободно надетых на нее втулок.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения производительности, струбцины выполнены составными в виде балок с отверстиями для стержней-распорок и шарнирно связанных с ее концами звеньев, несущих прихваты для заготовки.
IPl/Sj
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки тонкостенных обечаек | 1981 |
|
SU965573A1 |
| Установка для изготовления цилиндрических корпусов | 1973 |
|
SU490620A1 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| Устройство для гибки труб | 1989 |
|
SU1731353A1 |
| Устройство для гибки обечаек | 1980 |
|
SU927370A1 |
| ЛИСТОГИБОЧНАЯ ВАЛКОВАЯ МАШИНА | 1989 |
|
SU1690266A1 |
| Валковая листогибочная машина | 1988 |
|
SU1625545A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| Листогибочная машина | 1982 |
|
SU1090472A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
Л
ф t фР (|)--t- ф-1-ф-1 ф-1-ф-I ф I ф
13
1В
11
jj(L,
13
11
