со СО
00
со ISD
Изобретение относится к машиностроению, в частности к производству устройств для сварки арматурных сеток, и может найти применение в строительной индустрии,
Целью изобретения является упрощение устройства, повышение производительности и упрощение эксплуатационных характеристик.
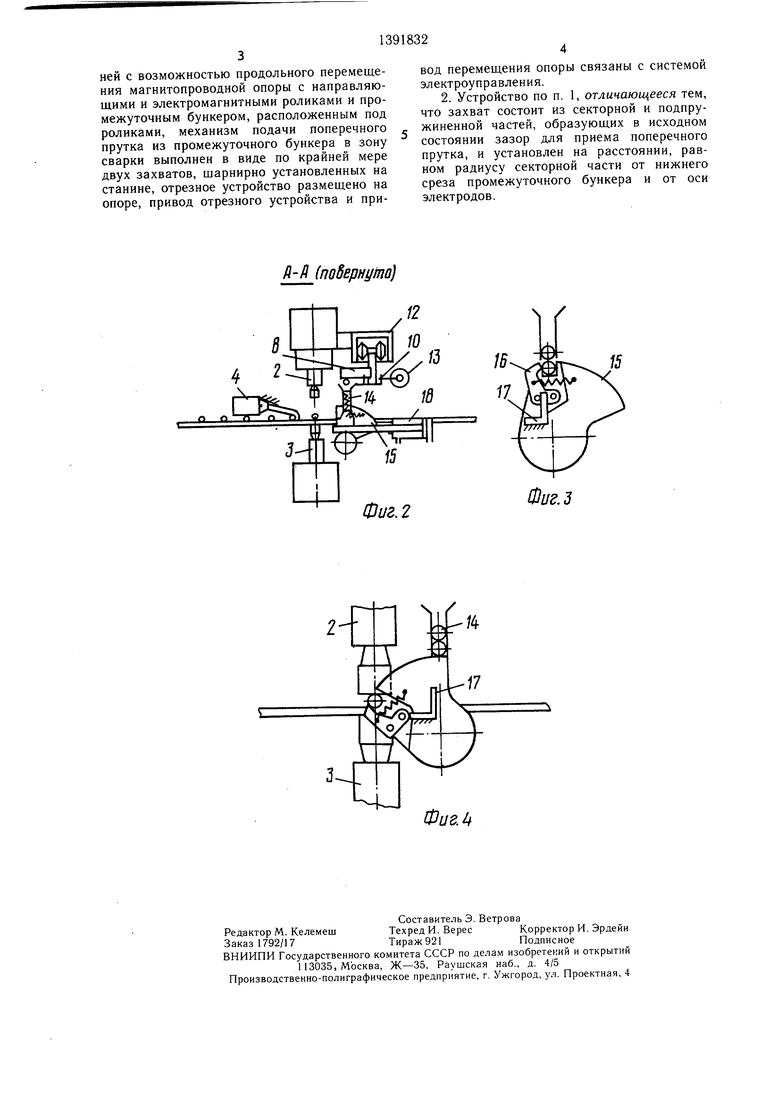
На фиг. 1 показано расположение прием- но-отмеривающего и отрезного устройств над полем сетки; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - секторный захват; на фиг. 4 - положение секторного захвата в зоне электродов.
Устройство для сварки сеток экономического армирования содержит станину 1, на которой смонтированы верхние 2 и нижние 3. электроды, механизм 4 перемещения сетки на шаг. Поперечный пруток сматывают с бухты 5 через правильно-тянущий блок 6, заправляют в ножницы 7 и подают под электромагнитные 8 и направляющие 9 ролики, установленные на стальной магнито- проводной опоре 10. На опоре 10 также установлен конечный выключатель 11, включенный в цепь управления работой ножницами 7. Перестановкой конечного выключателя 11 на опоре осуществляется переналадка мащины на нужный типоразмер. Опора 10 скреплена с кареткой, имеющей возможность продольного перемещения по направляющим рамы 12 с помощью пневмоцилинд- ра 13, закрепленного на раме. В свою очередь, рама жестко связана со станиной 1. Под электромагнитными и направляющими роликами 8 и 9 на опоре установлен промежуточный бункер 14, принимающий падающий из-под роликов поперечный пруток и имеющий в нижней части паз для выхода не более одного прутка. Под бункером 14 расположены секторные захваты. Захват имеет секторную 15 и- подпружиненную 16 части. На станине выполнен неподвижный упор 17. Секторный захват 15 установлен щарнирно на станине 1 так, чтобы в исходном положении обеспечивалось растяжение пружины и раскрытие зева захвата. Поворот захвата и перенос поперечного стержня в зону сварки осуществляется пнев- моцилиндром 18, установленным на станине 1, например, с помощью реечной передачи. Пневмоцилиндр 18 работает на команде регулятора цикла сварки синхронно с механизмом 4 перемещения сетки на щаг. Команду на перемещение опоры 10 выдает конечный выключатель 19, расположенный в зоне экономичного армирования.
Устройство работает следующим образом.
Поперечный стержень подается правильно-тянущим блоком 6 под ролики 8 и 9 приемно-отмеривающего устройства до ко- нечного выключателя 11. Конечный выключатель выдает команду на отключение тянущего ролика блока б и включение ножниц 7.
5
5
0
0 0
5
0
5
5
0
После срабатывания ножниц электромагнитные ролики 8 перемагничиваются, а пруток свободно падает в промежуточный бункер 14 и далее в раскрытый зев секторного захвата. Затем ролики 8 перемагничиваются, а правильно-тянущий блок 6 вновь включается в работу. После подъема электродов 2 и отхода механизма 4 перемещения сетки на шаг с крючковатыми захватами из зоны электродов секторные захваты подают поперечный пруток на нижние электроды 3, перекрывая периферийной частью паз промежуточного бункера 14. Конечный выключатель наличия прутка под электродами дает команду на включение цикла сварки: опускание электродов, сварка, проковка, подход каретки механизма 4 под электроды, подъем электродов 2, отход каретки и передвижка сетки на шаг. За время проведения этих операций поперечный пруток проходит более половины пути до конечного выключателя 11, а выходящий из зоны электродов приваренный поперечный стержень включает конечный выключатель 19. По его команде включается пневмоцилиндр 13 и передвигает опору 10 вместе с ножницами 7 и выключателем 11. Таким образом осуществляется подготовка к отмериванию и отрезанию следующего поперечного стержня, смещенного относительно полотна сетки. Далее работа мащины происходит в описанной последовательности.
Секторный захват 15 имеет подпружиненную собачку 16, которая в исходном положении упирается в неподвижный упор 17 и обеспечивает раскрытие зева захвата. При подаче стержня под электроды путем поворота секторного захвата пневмоцилиндром 18 собачка 16 отходит от упора 17 и зажимает поперечный стержень. Секторный захват возвращается в исходное положение после опускания верхних электродов.
Использование изобретения позволяет упростить конструкцию устройства, повысить производительность и улучщить его эксплуатационные характеристики.
Формула изобретения
1. Устройство для сварки сеток, содержащее смонтированные на станине верхние и нижние электроды, правильно-тянущий блок с подачей поперечного прутка из бухт, приемно-отмеривающее и отрезное устройство, механизм подачи поперечного прутка в зону сварки, механизм перемещения сетки на щаг, систему электроуправления, отличающееся тем, что, с целью упрощения устройства, повыщения производительности и улучщения эксплуатационных характеристик, приемно-отмеривающее устройство выполнено в виде жестко закрепленной на станине параллельно направлению подачи поперечного прутка рамы и установленной на
ней с возможностью продольного перемещения магнитопроводной опоры с направляющими и электромагнитными роликами и промежуточным бункером, расположенным под роликами, механизм подачи поперечного прутка из промежуточного бункера в зону сварки выполнен в виде по крайней мере двух захватов, шарнирно установленных на станине, отрезное устройство размещено на опоре, привод отрезного устройства и привод перемещения опоры связаны с системой электроуправления.
2. Устройство по п. 1, отличающееся тем, что захват состоит из секторной и подпружиненной частей, образующих в исходном состоянии зазор для приема поперечного прутка, и установлен на расстоянии, равном радиусу секторной части от нижнего среза промежуточного бункера и от оси электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Правильно-отрезной станок для прут-КОВОгО МАТЕРиАлА | 1978 |
|
SU814527A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| БУНКЕР ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ ПРУТКОВ НА АВТОМАТИЧЕСКУЮ ЛИНИЮ ДЛЯ СВАРКИ СЕТОК | 1973 |
|
SU393058A1 |
| Устройство для поштучной выдачи прутков | 1978 |
|
SU772659A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU543450A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
Изобретение относится к машиностроению, в частности к производству устройств для сварки арматурных сеток, и может найти применение в строительной индустрии. Цель - упрощение устройства, повы- щение производительности и улучшение эксплуатационных характеристик. Поперечный стержень подается под электромагнитные 8 и направляющие 9 ролики до конечного выключателя 11, который дает команду на прекращение подачи и включение ножниц 7. Ролики 8 перемагничиваются. Обрезанный поперечный пруток падает в бункер, откуда с помощью захвата подается в зону сварки. Датчик наличия прутка между электродами дает команду на включение цикла сварки. При перемещении сетки на, щаг приваренный поперечный стержень включает конечный выключатель 19, который выдает команду на перемещение опоры 10, подготавливая к обрезанию следующий обрезок, смещенный относительно полотна сетки. Использование изобретения позволяет увеличить производительность, снизить уровень щума, контролировать качество правки прутка, за счет промежуточного бункера связать производительность правильно-тянущего блока и сварочной машины. 1 з.п.ф-лы, 4 ил. (Л
Й-Д (побернуто
15
Фиг. 2
Фиг.З
Фиа
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
