эсадки пуансона отражается на перемещении одного конца уравновешивающей пружины, JTO служит сигналом для увеличения давления воздуха в цилиндре и начала процесса формования. При этом тарированная пружина удерживает матрицу неподвижной до окончания процесса формования, только после полного смыкания пуансона с матрицей через изделие усилием цилиндра тарированная пружина осаживается и подается сигнал на извлечение отформованного изделия из нагревательного устройства посредством командного выключателя.
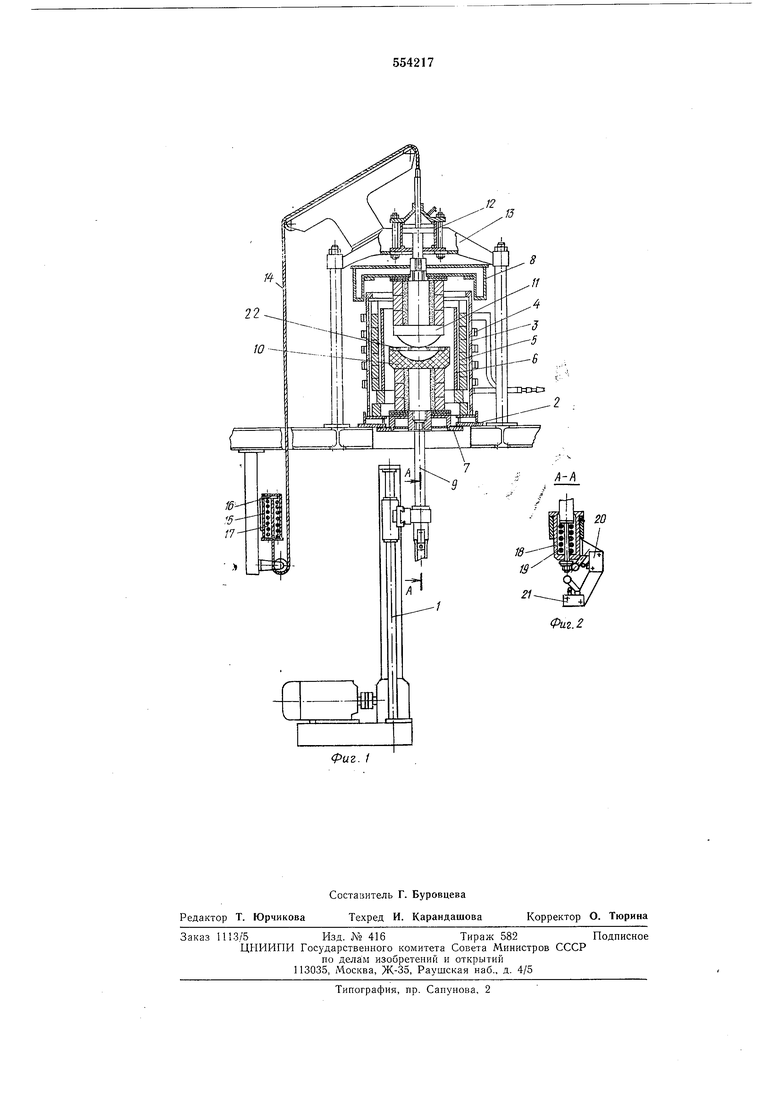
На фиг. 1 изображена предлагаемая установка, продольный разрез; на фиг. 2 показано сечение по стакану тарированной нижней крыщки.
Устройство для формования фасонных изделий содержит механизм 1 загрузки, нагревательное устройство, состоящее из основания 2, стакана 3, индуктора 4, теплоизоляции 5, нагревателя 6, нижней 7 и верхней 8 крышек, штангу 9, матрицу 10 и пуансон 11. Верхняя крышка жестко связана со штоком пневмоцилиндра 12, установленного на траверсе 13. Другой конец штока тросом 14 связан с индикаторным устройством 15. На конце троса 14 установлена тарелка 16. Уравновешивание произ1водится пружиной 17. Нижняя крышка 7 жестко связана со штангой 9, установленной в стакане 18 с пружиной 19. На стакане 18 установлен кронштейн с концевыми переключателями 20 и 21.
На фиг. 1 устааовка изображена в положении, соответствующем началу формования изделия. В этом положении нижняя крышка 7 уплотняет нагревательное устройство по основанию 2, верхняя .крышка 8 приподнята и тарелка 16 уравновешивающего механизма находится в крайнем верхнем положении. Над поршнем цилиндра 12 давление отсутствует. Пуансон 11 не касается заготовки 22 формуемого изделия.
Рабочий процесс начинается с подачи давления воздуха в цилиндр 12 (давление, обеспечивающее усилие формования, но не разрушающее холодную заготовку). При этом пуанСОТ1 соприкасается с заготовкой 22, крыщка 8 прпопускается и тарелка 16 смещается вниз. Далее включается нагревательное устройство и заготовка разогревается. По достиженин п.частического состояния заготовка под воздействием прижимного усилия цилиндра 12 начинает деформироваться, пуансон 11 с крышкой 8 осаживаются вниз, и тарелка 16 смещается вниз, что служит сигналом на увеличение давления в цилиндре. Заготовка формуется по профилю матрицы и пуансона и.
когда полностью заполнит пространство зазора между матрицей и пуансоном, усилие цилиндра начинает передаваться полностью на матрицу, нижнюю крыщку и пружину 19. Пружина 19 начинает осаживаться, срабатывает концевой выключатель, который подает сигнал на включение механизма загрузки на движение вниз.
Ходом каретки механизма через штангу 9 нижняя крышка опускается, верхняя крышка герметизирует верхнюю часть нагревательного устройства и вместе с пуансоном останавливается. Дальнейшим ходом механизма загрузки вниз матрица с отформованным изделием
выводится из рабочего пространства нагревательного устройства. Готовое изделие снимается, на матрицу устанавливается новая загоговка, и цикл повторяется, т. е. движением каретки механизма загрузки вверх до упора
крышки 7 в основание 2 и срабатывания концевого выключателя 20 матрица вводится в нагревательное устройство. К моменту уплотнения устройства нижней крышкой в цилиндре 12 давление воздуха должно быть уменьшено до первоначального.
Технико-экономическая эффективность изобретения состоит в повышении надежности действия и увеличении срока службы графитовой оснастки (пуансона, матрицы и нагревателя)
в несколько раз, а также в исключении возможности появления брака производства из-за ошибок при определении начала деформации материала. Установка, кроме того, позволяет сократить потери энергии, связанные с охлаждением нагревательного устройства при открытой нижней крышке.
Формула изобретения
Установка для фомования изделий из заготовок кварцевого стекла, включающая нагревательное устройство с верхней и нижней крышками, формующие пуансон и матрицу,
выполненные из графнта, механизм загрузки и устройство для определения начала пластического состояния стекла, отличающаяся тем, что, с целью снижения степени выгора-ния графита и повышения надежности ОЛределения начала пластического состояния стекла, устройство для определения начала пластического состояния стекла выполнено в виде индикатора с пружиной и тарелкой, а крышки нагревательного устройства выполнены подвижными, при этом верхняя крыщка жестко связана с поршнем пуансона и пружиной индикатора, а нижняя крышка - с Л1атрицей и с механизмом загрузки.
(риг. 1
12
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопереходной штамповки | 1989 |
|
SU1756009A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Устройство для многопереходной объемной штамповки | 1987 |
|
SU1692715A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| СПОСОБ ПЛУНЖЕРНОГО ФОРМОВАНИЯ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ И ПОДОБНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2296641C2 |
| Устройство для изготовления экранов электронно-лучевых трубок | 1975 |
|
SU602480A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Пресс для формования изделий из термореактивных материалов | 1979 |
|
SU859184A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВКЛАДЫШЕЙ | 2006 |
|
RU2325243C2 |