(54) СПОСОБ ФОРМОВАНИЯ РАСТРУБОВ С КОЛЬЦЕВОЙ ЗИГОВКОЙ
Изобретение относится к переработке термопластичных полимерных материалов, в частности, для изготовления раструбов с кольцевьши канавками на трубах.
Известны способы формирования раструбов 5 с кольцевым пазом или желобом, заключающиеся в том, что раструб разогревают в месте, где должен быть образован паз, и внутрь его вводят сердечник, снабженный камерой повышенного давления и формующим коль- Ю цом, а вокруг трубы устанавливают разъемную форму. Затем производят расширение кольца и формуют кольцевой паз на раструбе. Недостатком указанного способа является некоторое утонение стенки раструба в месте 15 кольцевого паза, что приводит к снижению качества изделия.
Наиболее близким решением из известных является способ формования раструбов с кольцевой ЗИГОВКОЙ путем предварительного 20 нагрева формуемого участка с последуюш,им осевым осаживанием заготовки 2. Недостатком указанного способа является невозможность обеснечения точных размеров изготавливаемой зиговки.25
С целью обеспечения точности диаметра зиговки используют полученную литьем под давлением заготовку с цилиндрическим раструбным участком, переходяш,им в цилиндрический-головной участок с большим диаметром, причем головной участок сужают в радиальном направлении, начиная с торцевого конца.
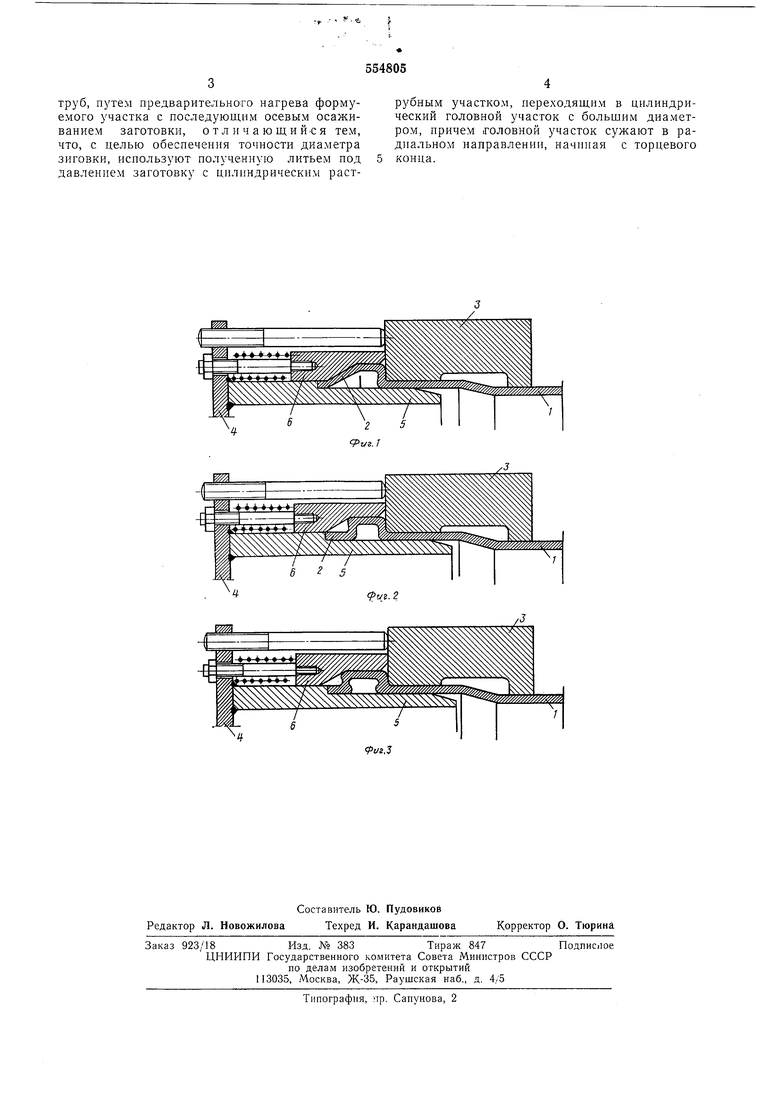
На фиг. 1-3 изображены этапы формования раструба с кольцевой зиговкой.
Описанный способ заключается в следуюшем: трубчатую заготовку 1, полученную литьем под давлением с цилиндрическим раструбиым участком, переходящим в цилиндрический головной участок 2 с большим диаметром, устанавливают в опорной втулке 3 с упором в торцовую поверхность втулки 3; цилиндрический раструб с головным участком 2 нагревают и, перемещая подвил ную плиту 4, вводят в него дорн 5. Одновременно с этнм формующее кольцо 6 деформирует передние кромки головного участка и при этом образуется кольцевая заготовка на конце головного участка 2.
После охлаждения формованного участка из него извлекают дорн 5 и формующее кольцо 6 и получают отформованную кольцевую зиговку на конце трубы.
Формула изобретения
Способ формования раструбов с кольцевой ЗИГОВКОЙ, преимущрг-твенно термопластичных
труб, путем предварительно го нагрева формуемого участка с последующим осевым осаживанием заготовки, отличающийся тем, что, с целью обеспечения точности диаметра зиговки, используют полученную литьем под давлением заготовку с цилиндрическим растшя
Ш(
рубным участком, переходящим в цилиндрический головной участок с большим диаметром, причем (ГОЛОВНОЙ участок сужают в радиальном направлении, начнная с торцевого конца.
