(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СПИРАЛЬНЫХ
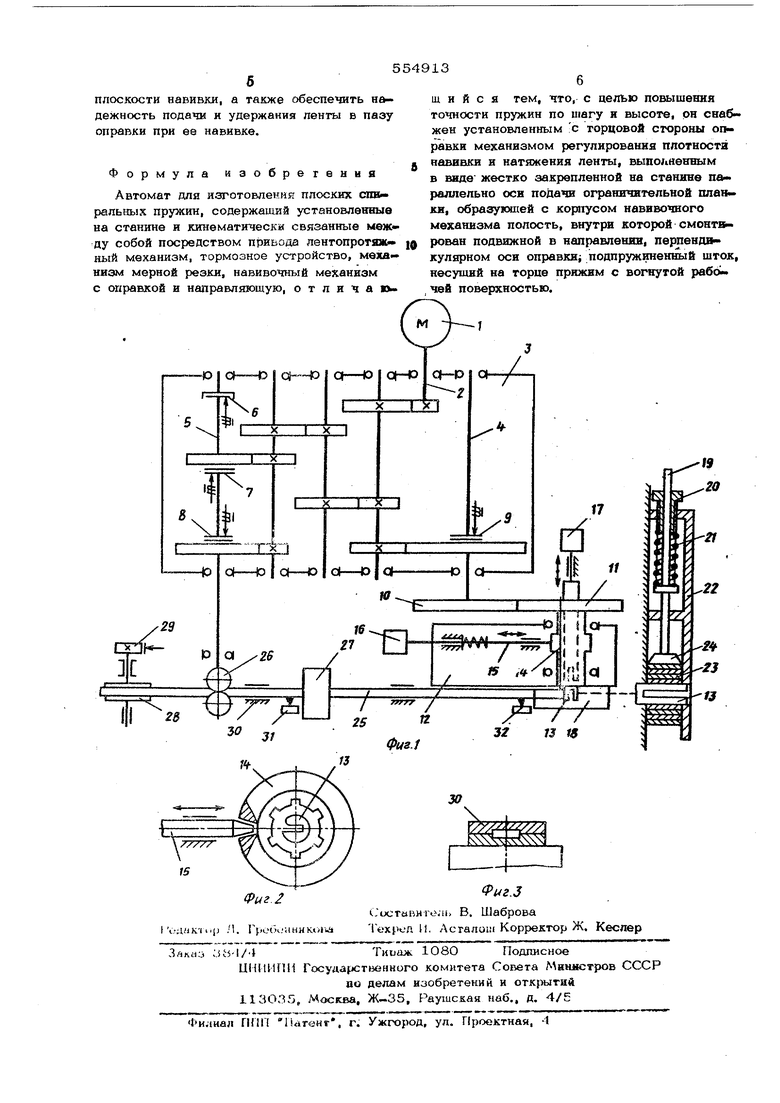
ПРУЖИН равки механизмом регулирования плотности навиЕНСи и натяжения ленты, выполненным в виде жестко закрепленной на станине параллельно оси подачи ограничительной планки, обраэующей с корпусом навивочного механиэ ма нолость, внутри которой смонтирован аодвижной в направлении, перпендикулярном оси оправки, подпружиненный шток, несушки на торце прижим с вогнутой рабочей поверхносгью. На фиг. 1 дана схеме автомата; на фвг. 2 - схема фиксации навивочной оправ ки в исходной позиции; на фиг. 3 форма отверстня направляющей. : Автомат состоит из электродвигателя 1, ждстко закрепленного на выходном валу 2 привода 3, представляющего собой редуктор с установленными на выходных валах 4 и 5 электромагнитными муфтами 6,.9, П}жвод через жестко посаженные зубчатые колеса 10 и 11 соедшшется с меха UB3MOM навивки 12 включающий оправку 13 которая своими шлицами соединяется с втулкой 14j имеющей паз для ф{1ксатора 15. Фиксатор и onpasjEca получают продольное движение от элвктромбгнитов-16 и 17. См на зубчатых колес 10 и, 11 позволяет изменнть скорость навивки, а следовательно н производительность автомата. К механйз му навивки и крепится механизм регулирования плотности наввнкн 0 натяжения лен jbi 18, состоящий из штока 19 регулировочного винта 2 О, пружины 21, боковой огранкчительной цлашш 22, отстоящей от opityca механизма навивки на расстоянии, равном ширине навиваемой пружины 23 и прижима 24. Для подачи ленты 25 в зону навивки служит лентопротяжный механизм 26, валкн которого жестко связаны с иыходным валом 5 привода 3. Для отрезка ленты предначначен механизм резки 27 со стоящий из пневмоцилиндра, на штоке которого установлен штамп для отрезки и про. бивки отверстия (на чертеже не показан). Бунт 28 с лентой притормаживается тормо- зом 29. Для ориентированной подачи ленты 25 в паз оправки 13 механизма навивки 12 служит направляющая ЗО, изготовленная из двух накладок, обязующих сквозное отверстие в форме поперечного сечения подаваемой ленты (см. фиг. З). Причем направляющая имеет вырезанное окно с закрепленным здесь концевым Из1хлю чателем 31 находяшееся перед механиэмом резки 27. Другой концевой вь ключател 32, установленный также на направляющей, находится на некотором расстоянии от он- равки 13. Автомат работает следукяцим образом. При запуске автомата в работу включиется электромагнитная муфта 7 и лента 25 из бунта 28 притормаживаясь от раокрутки тормозом 29 через отверстие нап равлякэшей подается с помощью лентопротяжкого механизма 26 в паз навивочной оправки 13 которая посредством фиксато ра 15 находится в исходной позиции т.е. ось паза оправки совпадает с осью подава емой ленты, При подходе ленты к пазу оправки нажи« мается концевой выключатель 31 срабатывает электромагнитная муфта 8, н скорость подачи ленты резко уменьшается. Лента упирается в паз оправки и начинает ярог№баться в окно направлякяаей и нажимает на концевой выключатель 31. Происходит аклк чение тормозной электроматнитной муфты 8. Подача ленты прекрашается, подается сигнал на механизм резки (на электромагнит воздухораспределителя пневмоцилиндра, на чертеже не показаны) и производится мерная обреака ленты с одновременной про бивкой отверстия. Срабатывает электромагч нит 16 и фиксатор 15,- отжимая пружину, освобождает навивочную оправку 13. После этого происходит включение электромагнить муфты 9 Е вращение от постоянно рабо тающего электродвигателя 1 через вал 4 j зубчатые колеса 10 и 11 передается чврвэ шлицы втулки 14 на навивочную оправку 13 механизма навивки 12. Навивка на оправку производится между стенкой корпуса механизма навивки и боковой ограничительной планкой 22 механизма регулирования плотнс::ти навивки и натяжония ленты 18, пред назначенного одновремен- но для сбороса пружины. При врашении оаравки с лентой прижим 24 штока 19 плотно прижимает витки пружины, постепенно увеличивая натяг за счет сжатия пружины 21J нас троенной на определенную (необхо димую) силу сжатия регулировочнь м винтом 20, с тем расчетом, чтобы в началь ный момент поворота оправки лента не мог- ла вырваться из паза. После навивки элетс- тромагнитная муфта 9 на валу 4 привода и электромагнит 16 механизма навивки оъ хлючаются и навивочная оправка фиксируется в исходной позиции фиксатором 15. Пос ле этого включается электромагнит 17, кото рый оттягивает оправку 13 и навитая пру жина 23 сбрасывается вниз в специальный бункер (на чертеже не показан), пружиной 2.1, возденствуюшей иа шток 19. Г)едлагаемый автомат позволяет повыслть пронзгюдлтельносгь и точность нзго тор.л11омых пружин ;сак-на шагу, так и в
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Автомат для изготовления плоских спиральных пружин | 1972 |
|
SU440191A1 |
| Автомат навивки многорядных спиралей из капиллярных труб | 1987 |
|
SU1555018A1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416249A1 |
| Устройство для навивки двухветвевых пружин | 1981 |
|
SU1088855A1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416250A1 |
