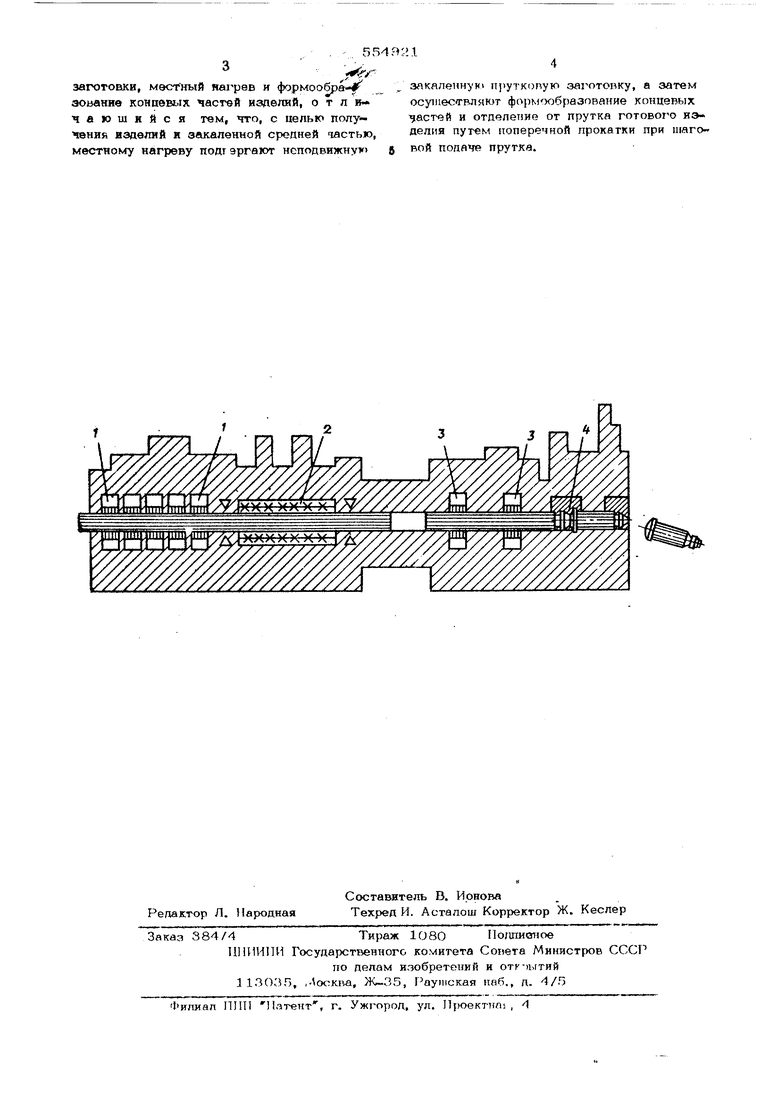
Изобретение относится к обработке металлов давлением и может быть использо вано при производстве изделий, преимущест венво цилиндрических, например, пальцев гусениц, из прутковой заготовки. Известен способ изготовления пальцев гусениц, содержащий закалку прутковой заготовки, местный нагрев и формообразова нве концевых частей 1.зделий. Однако он не позволяет получать изделия с закаленной средней частью и неза каленными концами. С целью получения изделий с закаленно средне 1 частью местному нагреву подверга ют неподвижную закаленую прутковую заго товку, а затем осушестрчяют формообразов ние концевых частей и отделение от прутка готового изделия пиперечной прокатки при шаговой подаче прутка. На чертеже представлена технологическая схема способа. Она содерх:ит нагревательное устройств 1, спрейер 2, нагревательное устройство 3 и клеть 4 поперечной прокатки. Способ осуществляется следующим образом. Стальные прутки непрерывно подают че рез нагревательное устройство 1, которое рюализует способ нагрева металлов в злек тролите при минимальных межэлектродных зазорах. В нагревательном устройстве пруткн нагревают до закалочной температуры. В дальнейшем прутки перемешают через спройер 2, где охлаждают закалочной жидкостью. Далее прутки подают циклично с шагом, равным длине пальца. При первом шаговом перемещении производят местный кольцевой нагрев в устройствах 3 на границах длин пальцев. При втором шаговом перемещении в клеги 4 производят формообразование головок пальцев, кольцевых крепежных канаьок и разделение прутка яа пальцы ме- тодок поперечной прокаткк. Формула изобретения Способ изготовления изделий, преимущественно цилиндрических, из прутковой заготовки, содержашнй закалку прутковой
, заготовки, местный нахфвв и формообраэоианив концевых частей изделий, о т л и- чаюшийся тем, что, с цепью получения взделий и з«1каленной средней частью. местному нагреву подг эргают неподвижную} ft
закалеинукл пруткопую , а затем осуществляют фо)Ь):юбразование концевых частей и отделение от прутка готового иэделия путем поперечной прокатки при шаговой подаче прутка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типапАльцЕВ гуСЕНиц | 1978 |
|
SU831283A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРУТКОВ ИЗ ХРОМОВОЙ БРОНЗЫ | 2006 |
|
RU2327807C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОУПРОЧНЕННОЙ СТАЛИ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2704426C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ ПРОИЗВОДСТВА БУРОВЫХ ШТАНГ | 1997 |
|
RU2134305C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
